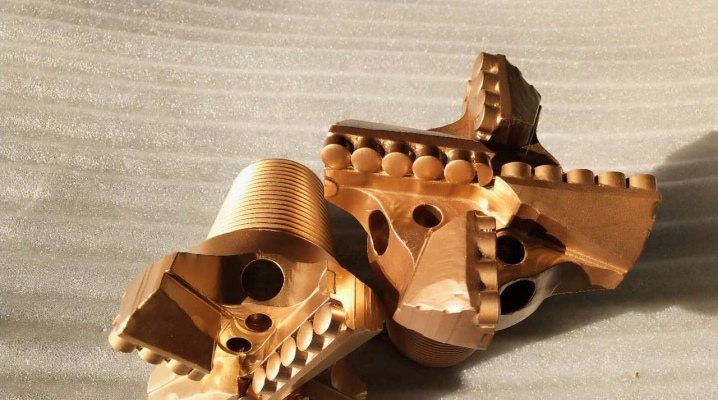
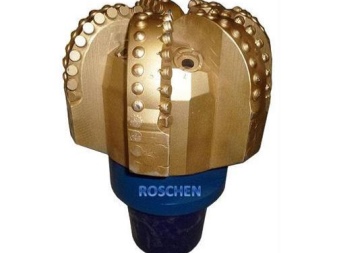
Характеристики на PDC битовете
Инструментът за пробиване се използва както в ежедневието, при организиране на кладенци, така и в промишлен мащаб, когато е необходимо да се пробива скала.

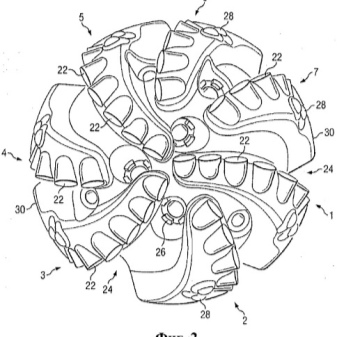
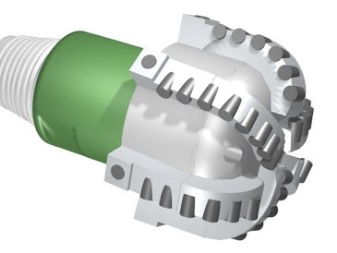
Дизайн и предназначение
На първо място, диамантените PDC накрайници се използват за пробиване с компактни платформи, когато не е възможно да се осигури необходимото натоварване при пробиване с ролков конус. Важно е да прилагате по-малко захранващо налягане при сравнима или по-висока скорост на въртене.
Това сондажно оборудване има ефективен механизъм за разбиване на скали. Самото пробиване се извършва след пробиване. Възможно е да се използва за организиране на кладенци.
Поради недостъпността на подвижните компоненти на битите от този тип, в сравнение с ролкови конусни накрайници, няма риск част от инструмента да бъде загубена, и всичко това поради най-високата устойчивост на износване. В същото време експлоатационният живот при абсолютно натоварване е 3-5 пъти по-дълъг.
Пробиване с посоченото оборудване е напълно възможно в скали от ковки до твърди и дори абразивни. Принципът на действие е лесен за разбиране, ако помислите за конструктивните характеристики на инсталациите. Тъй като разрушаването на скалата се наблюдава чрез режещо-абразивен метод, който всъщност е много по-ефективен от другите методи, степента на проникване в гъвкавите почви е по-висока. Този показател може да бъде 3 пъти по-висок от този, установен с други методи.


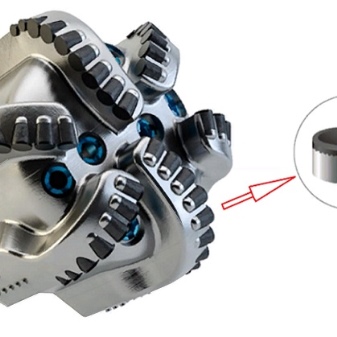
Подобен ефект се постига благодарение на специалния корпус и използваните материали, от които е направен режещият механизъм.
Резците на тези битове могат да бъдат самозаточващи се. Те също са на карбидна основа, покрита със слой от поликристален диамант. Дебелината му е 0,5-5 мм. Карбидната основа се износва по-бързо от поликристалните диаманти и това поддържа диамантеното острие остро за дълго време.
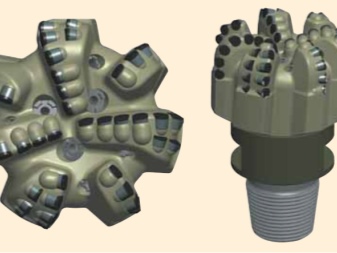
В зависимост от скалата, която ще се пробива, битовете от тази група могат да бъдат:
- матрица;
- със стоманено тяло.
Металният корпус и матрицата имат всички шансове да се надминат в някои точки. От първия, например, зависи методът на закрепване на режещите елементи. В матричния инструмент те също са запоени в системата с помощта на обикновена спойка.
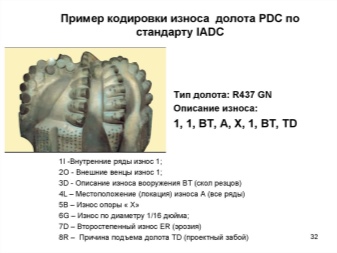
За да монтирате режещи елементи в стомана, инструментът се нагрява до температура от 440 ° C. След като конструкцията изстине, резачката стои здраво на мястото си. Фрезите са произведени в съответствие с GOST. Декодирането на маркировката се извършва съгласно кода на IADC.


Предимства и недостатъци
Определено си струва да споменем плюсовете и минусите на въпросните продукти. Ползи:
- износоустойчивост;
- висока ефективност в някои почви;
- в конструкцията няма движещи се елементи;
- захранващото налягане се намалява.
Но има и значителни недостатъци, които трябва да бъдат споменати. Между тях:
- цена;
- трябва да се прилага повече енергия на завъртане на бита.

Класификация и етикетиране
Маркировката на описания инструмент е представена от четири символа, които от своя страна означават:
- кадър;
- какъв вид скала може да се пробива;
- структурата на режещия елемент;
- профил на острието.
Типове тяло:
- M - матрица;
- S - стомана;
- D - импрегниран диамант.

породи:
- много мек;
- мека;
- мека-средна;
- среден;
- средно твърд;
- твърдо;
- силен.

Структура
Независимо от породата, която се обработва, диаметрите на фреза могат да бъдат:
- 19 мм;
- 13 мм;
- 8 мм.
Стандартните размери са предписани в GOST, има и бицентрични модели.
профил:
- рибена опашка;
- къс;
- средно аритметично;
- дълго.

Производители
Производството на такива битове сега е в голям мащаб. Най-популярни са Silver Bullet с плосък профил.
Този инструмент се отличава с висока производителност. Обхват на приложение - пилотно сондиране по хоризонтално насочени проекти. Голяма площ е покрита с този тип битове. Уредът перфектно се справя с циментовата тапа и е подходящ за монтаж на геотермална сонда.
Moto-Bit е друга също толкова популярна марка. Тези битове вършат отлична работа при работа с малък двигател надолу. Те намират широко приложение при организацията на кладенци.
Когато е необходимо да се работи с композитни щепсели, Препоръчително е да използвате битове Plugbuster. Основната им отличителна черта е специален заострен профил, който е патентован. В сравнение с други подобни инструменти, този остава в отвора по-дълго и може да се използва при по-високи обороти. Утайката е малка. Длетото е изработено от никелова легирана стомана.


При пробиване на геотермални кладенци често се използват накрайници Mudbug, които се считат за универсален инструмент с висока производителност. Те са проектирани за работа с големи количества хоросан.
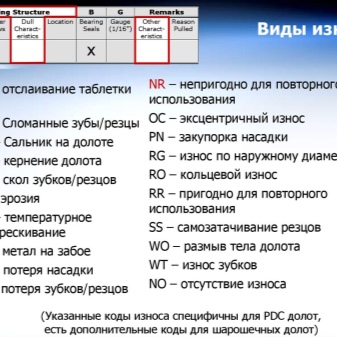
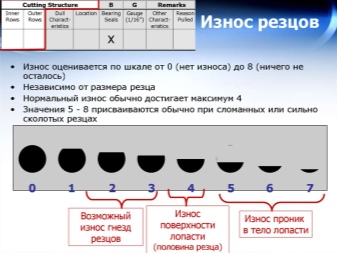
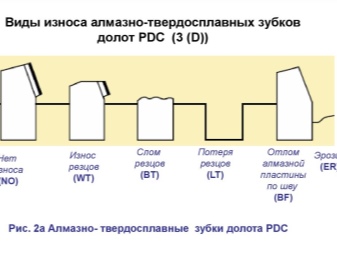
Кодове за носене
Кодът за износване на IADC съдържа 8 позиции. Установената примерна карта изглежда така:
|
аз |
О |
д |
Л |
Б |
Г |
д |
Р |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
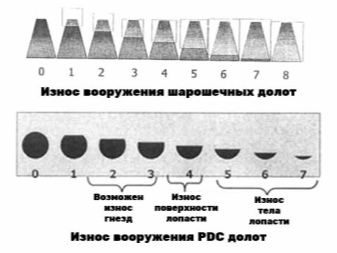
В този случай I - описва вътрешните елементи на оръжието в мащаб:
0 - без износване;
8 - пълно износване;
O - външни елементи, нула и осем означават едно и също;
D - по-подробно описание на степента на износване.

|
пр.н.е |
резачка за скрап |
|
Bf |
изстъргване на диамантената плоча по шева |
|
BT |
счупени зъби или резци |
|
BU |
длето уплътнение |
|
CC |
пукнатина в резачката |
|
CD |
загуба на въртене |
|
CI |
конусите се припокриват |
|
CR |
пробивам малко |
|
CT |
натрошени зъби |
|
спешна помощ |
ерозия |
|
ФК |
смилане на върховете на зъбите |
|
HC |
термично напукване |
|
JD |
износване от чужди предмети на дъното |
|
LC |
загуба на фреза |
|
LN |
загуба на дюза |
|
LT |
загуба на зъби или фрези |
|
OC |
ексцентрично износване |
|
PB |
щети при пътуване |
|
PN |
запушване на дюзата |
|
RG |
износване на външния диаметър |
|
RO |
износване на пръстени |
|
SD |
увреждане на крака на длетата |
|
SS |
износване на самозаточващи се зъби |
|
TR |
ръб на дъното |
|
WO |
изплакване на инструмента |
|
WT |
износване на зъби или фрези |
|
НЕ |
без износване |

L - местоположение.
За фрези:
"N" - назален ред;
"М" - среден ред;
"G" - външен ред;
"A" - всички редове.
За длето:
"C" - фреза;
"N" - отгоре;
"T" - конус;
"S" - рамо;
"G" - шаблон;
"A" - всички зони.
B - уплътнение на лагера.
С отворена подкрепа
За описание на ресурса се използва линейна скала от 0 до 8:
0 - ресурсът не се използва;
8 - ресурсът е напълно използван.
С уплътнена опора:
"E" - уплътненията са ефективни;
"F" - уплътненията са неизправни;
"N" - невъзможно да се определи;
"X" - няма печат.
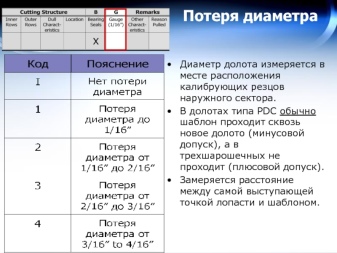
G е външният диаметър.
1 - няма износване на диаметъра.
1/16 — Износването е 1/16 инча в диаметър.
1/8 — Носете 1/8 ”в диаметър.
1/4 - Износването е 1/4 инча в диаметър.
D - незначително износване.


"BC" - резачка за скрап.
"BF" - скрап от диамантена плоча по шева.
"BT" - счупени зъби или фрези.
“BU” е жлезата на накрайника.
"CC" - пукнатина в резачката.
"CD" - износване на фреза, загуба на въртене.
"CI" - конусите се припокриват.
"CR" - пробиване на бита.
"CT" - нарязани зъби.
ER означава ерозия.
"FC" - смилане на върховете на зъбите.
"HC" - термичен крекинг.
"JD" - износване от чужди предмети в долната част.
“LC” - загуба на фреза.
"LN" - загуба на дюза.

"LT" - Загуба на зъби или фрези.
„OC“ означава ексцентрично износване.
"PB" - повреда по време на пътувания.
"PN" - блокиране на дюзата.
"RG" - износване на външен диаметър.
"RO" - пръстеновидно износване.
"SD" - повреда на крака на бита.
"SS" - износване на самозаточващи се зъби.
"TR" - образуване на хребети в долния отвор.
"WO" - изплакване на инструменти.
"WT" - износване на зъби или фрези.
"НЕ" - без износване.

R е причината за повдигане или спиране на пробиване.
"BHA" - промяна на BHA.
"CM" - лечение на сондажна кал.
"CP" - сърцевина.
"DMF" - повреда на двигателя в ствола.
"DP" - пробиване на цимент.
"DSF" - авария на сондажна колона.
"DST" - формационни тестове.
"DTF" - повреда на инструмента надолу.
"FM" - промяна в геоложката среда.
"HP" - злополука.


"HR" - нарастване във времето.
"LIH" - загуба на инструмент в долния отвор.
"ЛОГ" - геофизични изследвания.
"PP" е повишаването или спадането на налягането в щранга.
"PR" е спадът в скоростта на пробиване.
"RIG" - ремонт на оборудване.
"TD" е лицето на дизайна.
"TQ" - повишаване на въртящия момент.
"TW" - инструмент ревер.
WC - метеорологични условия.

Характеристики на PDC битовете във видеото по-долу.
































































Коментарът беше изпратен успешно.