Преглед на водещия винт

Прегледът на водещите винтове е много важен за различни механични системи и приложения. Има такива модификации с гайка за блатни превозни средства, трапецовидна за повдигане и струг, за менгеме, за машини с ЦПУ и други видове. Те се различават по методите на фиксиране.


За какво е необходимо?
Ходовият винт се използва най-често в металорежещи машини, където се нарязват резби. Въртенето му се превръща в транслационно движение на опората поради основната гайка. За да се контролира скоростта на усукване, тоест интензивността на подаването, се използва специална кутия. За работата на водещите винтове е необходима специална гайка. Модерният дизайн гарантира движението на частите с прецизна прецизност.
Що се отнася до витлата за превозни средства, движещи се по блато, в този случай те играят съвсем различна роля - те са ляти гребни конструкции. Окачените двигатели са оборудвани с такива продукти. Големите доставчици обикновено имат значителни наличности от такива части в складовете си.
Винтовете на менгемето също играят важна роля. Всички такива части са изработени от висококачествена стомана, често се завършват с помощта на стругове.

Невъзможно е да разчитате, че ще получите оловен винт у дома. Дори ако можете да закупите този или онзи модел на струг, все пак ще ви трябват други инструменти, специални фрези, които ви позволяват да оформите резби с необходимите размери и видове. Основната роля на винта е да поддържа линейно движение. Размерът на частите има свои собствени ограничения, които се определят от дизайна на менгемето. Но водещите винтове могат да се използват и за различни видове CNC. Тези детайли отново изпълняват най-важната функция - преобразуването на движението.
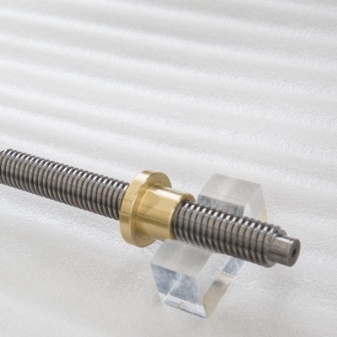
Ходовият винт в съвременните машини може да се различава в различни дизайни. В домашните проби понякога се използва прът с резба. По-перфектен вариант е "винт-гайка". Понякога те вземат и трапецовиден винт, но въпреки повишената якост, този тип лигамент е доста скъп и затова се използва все по-малко. Водещият винт може да се използва и като част от повдигащ механизъм. Също така подобни компоненти са общи части:
- задвижване на резба в винтова преса;
- преси от други видове;
- хранилки на различни инструменти.


Видове и характеристики
Описанието на параметрите на водещите винтове е подходящо да започнем с факта, че те винаги се използват като неразделна част от по-сложна механична верига. Точността на движение на отделните части на механизмите зависи от тяхното качество и съответствие с необходимите параметри. Най-важният критерий за оценка е секцията на конеца. В повечето случаи се използват трапецовидни разфасовки. Този подход позволява да се постигне много по-висока механична якост, отколкото в други случаи.
Ако допълнително се използва разделителна гайка, тогава ще бъде възможно внимателно да се регулират аксиалните хлабини. Подготовката и смилането на трапецовидни нишки е доста проста. Въпреки това, в редица ситуации правоъгълната нишка ще бъде по-привлекателна. Тя ви позволява да сведете до минимум радиалното биене на винта, така че отклонението от оптималния път също се намалява.
Такова изпълнение е особено ценно в онези отрасли на техниката, където точността на движенията е на първо място.

Системата за трапецовидни канали е типична за плъзгащи се зъбни колела. В този случай малките ъгли на профила са много полезни. Най-често се използва средна стъпка на рязане, а малки и големи се използват за специални задачи. За относително точни и бавни механизми се препоръчва фина стъпка. Голям - в случаите, когато има значително натоварване.
Съвременната машиностроителна индустрия все повече използва "ролкови винтови двойки". Особено много от тези части се използват в софтуерно управлявано оборудване. В този случай водещият винт е комбиниран с гайка. За да бъдат ясно съчетани, се използват специални топки. Винтовата двойка не може да се спира; използва се при преобразуване на въртеливо движение в транслационно и при смяна назад.


В крепежни елементи от класически тип обикновено се използва резба с едно начало. Всичко се състои от една спирала, интервалите между завоите са строго еднакви. За завоя на гайката се извършва изместване на строго определено разстояние. Многостартова нишка се образува от две или повече спирали. Принципът на запазване на същото разстояние все още се спазва, но има по-голяма разлика между завоите във всяка спирала, отколкото между завоите от различни спирали.
Техническите характеристики на оборудването, в което е монтирано, зависят от материала и размерите на хардуера. Например за крикове този индикатор ще бъде общата товароносимост. За производството на оловни винтове могат да се използват азотирани стомани от марки:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Има такива размери като:
- 10x1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 мм (и някои други опции).
Продължавайки разговора за размерите на водещите винтове, изразени в мм, си струва да споменем модела TR30x6 (както подсказва името му, напречното сечение е 30, а стъпката на рязане е 6 мм). Общата дължина на продукта е 3000 мм.
Можете също да намерите дизайни с диаметър:
- 160 мм;
- 20 мм;
- 8 мм (и някои други стойности).


Методи за монтаж
В някои случаи за укрепване на конструкцията се използват прости лагери на модел 61701 или техните точни колеги. Затягането трябва да се извършва внимателно, като се избират уплътнения, за да се избегне заклинване. Автомобилните сонди се използват за производството на уплътнения. Трапецовият винт е закрепен в лагерната скоба с подходящи по размер гайки. По-точно и ефективно решение е машинната обработка на краищата.
Много е трудно да се направи такава манипулация със сферични винтове - те имат втвърдени повърхности. Обичайният метал на обикновен винт, особено поради трапецовидна форма, се обработва без проблеми. В тежки случаи се използва телескопична защита на крепежните елементи на ходовата част. Обикновено се доставя за всеки отделен модел струг поотделно. В скоростните кутии специалните маншети помагат за защита на водещите винтове.


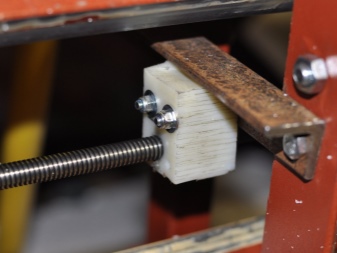
За производството на такива маншети се използват внимателно подбрани материали с повишена устойчивост на износване. Ако изчисляването и прецизната обработка на водещия винт за необходимите размери е трудно, ще трябва да използвате специални готови комплекти. Когато самостоятелно произвеждате крепежни елементи, ще трябва да направите и съответна гайка. В случай на струг е необходима двойна гайка, тъй като единичната гайка може да бъде силно засегната от пролуката, която се появява по време на производствения процес или по време на работа.
Отворът при монтиране на водещия винт на машината трябва да бъде направен с толеранс за последващо притискане. Валът може да се плъзга. Да, в занаятчийски условия е доста трудно да се достигне такова ниво (например h6 / L0), но е много важно.


В противен случай, поради несъответствие в качеството, ще има неоправдано силен люфт и не може да се разчита на точността на работата на машината. Действителната процедура на притискане у дома е напълно възможна, ако използвате леко модифициран изтеглящ лагер.
Дупката трябва да е гладка. Параметри на повърхността - не по-лоши от Ra 0,64. Следователно е гарантирано, че не можете да направите без помощта на професионалисти. В някои случаи допълнително се използва уплътнител за резба, за да се предотврати разхлабване.
Ако отрязаните краища са твърде "тесни", ще трябва или да поставите недвойни лагери от всяка страна, или да разточите шията в по-голяма степен.

В следващото видео ви очаква вихровото изрязване на водещия винт на струг 16K20.













Коментарът беше изпратен успешно.