Как да запоявам полиетилен?

Един от най-известните методи за свързване на полиетилен е заваряването. Този метод е най-ефективният и популярен. Заваряването е възможно поради способността на полиетилена под влияние на температурата да променя състоянието си от твърдо в течно (термопластичност) и здравината на материала. Заваряването на полиетиленов лист (понякога се нарича целофан, грешно) се извършва под ъгъл от 90 ° или челно.


Начините
Свързването на отделни елементи от полиетилен се извършва чрез нагряване до температурата на топене с паралелно изстискване. Слоевете са споени, за да образуват заваръчен шев. След охлаждане излиза здрава едночастна връзка.
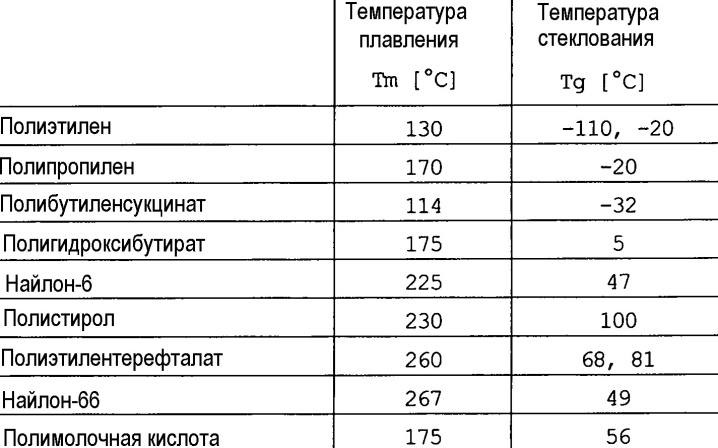
Важно е да се знае! Точката на топене на полиетилена зависи от неговата дебелина (от 30 до 200 микрона).
При заваряване на филм у дома е необходимо да се придържате към технологичния режим. Доста лесно е да получите сигурен шев. При извършване на заваръчни работи трябва да се спазват следните изисквания:
- трябва да се свързват само материали с едни и същи технически параметри, като химичният им състав не трябва да се различава;
- повърхността трябва да бъде почистена от мръсотия и замърсявания;
- изберете правилно температурния режим: недостатъчно висока ще заварява материал с ниска якост; твърде високо - деформира ставата.


Не се извършва повторно заваряване на старите ръбове. За по-нататъшна работа те се подрязват. Преди да започнете процеса, е необходимо да организирате работното място и материала.
За да бъдат заваръчните шевове възможно най-равномерни и незабележими, трябва сериозно да подходите към въпроса и да изберете метод на запояване, който ще стане по-удобен и достъпен за вас.
Има най-популярните методи за заваряване на полиетилен.

Дифузионно заваряване
Това е един от най-ефективните методи за свързване на полипропиленови листове. Този метод се извършва на специално оборудвано заваръчно оборудване. Заваряването на полипропиленови листове се извършва чрез полагане на 2 фрагмента върху блока и тяхното фиксиране. Краищата на листовете ще бъдат притиснати към електрическия нагревател. За да се получи добър резултат, чаршафите трябва да се затоплят дълго време. След достигане на оптимална температура листовете се притискат надолу със скоба.
Шевът, създаден от заваръчното оборудване, ще бъде много здрав и надежден.



Важно условие за този метод е чистотата и ниската влажност на въздушните маси в помещението.
Този метод е подходящ за листове с всякаква ширина и ви позволява да свързвате полипропиленови листове в ролки. За големи обеми дифузионното свързване ще бъде от съществено значение.

Екструдерно заваряване
Методът на екструдиране на спояване на полиетиленови листове се основава на подаването на разтопен полимерен пълнежен материал (полипропиленова кръгла пръчка 4 mm за заваряване) към секцията, която се заварява под налягане. Този метод предполага наличието на специални инструменти: екструдер. Това устройство е оборудвано с различни приставки, които правят възможно запояването на много сложни и масивни конструкции. Положителната страна е, че устройството е с малък размер. Екструдерът е снабден с автоматично подаване на нагрят въздух, което прави възможно омекотяването на листовете и предотвратяването на всякакви дефекти по време на заваряване. Този метод предполага ефективност в работата, тъй като поради високата температура (приблизително 270 ° C) е вероятна деформация на вътрешните слоеве на материала.


С тази технология не е необходимо специално помещение, а заваряването се извършва директно на работното място поради компактността на устройството.
Шев, направен с помощта на екструдер, се счита за 2 по якост след заваръчния модул. Недостатъкът на този метод е необходимостта от комбиниране на полипропилен с идентична структура, клас, в противен случай ставите ще излязат слаби и неравномерни.


контактно заваряване
Този метод е един от най-простите и икономични, с негова помощ се получава висококачествена фуга. Принципът е, че полиетиленовите листове, които трябва да се съединяват, се припокриват и се нагряват от струя горещ въздух или горещ клин до точката на топене. Горещият въздух трябва да се нагрее до определените стойности, при което полиетиленът започва да се топи. След това листовете фолио се съединяват заедно със специални притискащи ролки.
Принципът на действие е подобен на горещ клин - нагревателен елемент. В резултат на контактно заваряване на филма се образува заваръчен шев, който получава 80-90% от здравината на основния материал. Следователно, използвайки тази техника, ще получите силен единичен или двоен шев.

Използва се и устройство, подобно на строителен сешоар. Той загрява филма с горещ въздух и го разтопява.
Устройството е леко и мощно. Лесен е за пренасяне, което прави възможно работата с него при различни условия.


Заваряване на филм с поялник
У дома, за запояване на малки парчета полиетилен, можете да заварявате филма с поялник. За запояване на полиетилен след надграждане на върха може да се използва обикновено 40-60 W домакинско отоплително устройство. Върхът обикновено се заменя с алуминиев или меден прът. Контактната площ е необходима малка: до 2 мм. Удобно е, когато има радиус на заобляне на ръба, тъй като е осигурено измереното движение на инструмента.

Добре заточеният връх улеснява процеса на заваряване: материалът е запечатан и ръбовете се изрязват успоредно. Готовият накрайник се фиксира в поялника с помощта на винт. Понякога, за надеждност, краят на жилото не се оставя кръгъл, той се сплесква и след това се монтира в разреза. Домашно заваръчно устройство се използва за опаковане на малки партиди хардуер, създавайки нестандартни опаковки. С негова помощ е много лесно да се направи черупка за дистанционно управление, капак за устройство.
Запояването на фрагменти от филм с обикновено жило е неудобно, тъй като има много голяма контактна зона, образува се неточна фуга с мъниста.

Има адхезия на нагрят полиетилен, много прогаряния, надеждността на връзката не е гарантирана.
Проста версия на върха е алуминиева или медна плоча с дебелина 2-3 мм. Единият му край е фиксиран в поялник, а другият е заоблен и заточен. Притиска се към филма под ъгъл 35–45 °. Вместо поялник е възможно да се използва устройство за изгаряне. Създаден е на същия принцип.

Оборудване
Домашната индустрия произвежда специализирани машини за заваряване на полиетилен. Най-достъпният от тях е електрическото устройство PP-40. Много прилича на поялник, само върхът му изглежда малко по-различен: смътно прилича на бягаща кънка. С помощта на това устройство е възможно да се извърши висококачествено заваряване във всяка права или сложна форма.
Има машини за запояване на шевове с дължина от 500 до 1000 мм. Това оборудване е намерило приложение за заваряване на пълни с храна торби и стоки на парче. Предлага се промишлено оборудване, което може да заварява шевове с дължина от 1100 до 2500 мм. Всички заваръчни агрегати се характеризират с простота на дизайна, надеждност при работа и осигуряват здрави шевове.

А също и за заваряване на филм у дома може да се използва специализирана дюза, която е фиксирана върху електрическа ютия.
Този елемент е изработен от алуминиев лист. Основата на дюзата е права, в долната част са разположени ребрата, които са основният елемент. Използвайки този инструмент, ще имате 2 заварени ленти, които са успоредни една на друга.
Дюзата е фиксирана върху подметката на ютията със специални венчелистчета, които се сгъват под основата на устройстватаа. Краищата на дюзата са фиксирани на границата на ръбовете на филма върху положената хартия, след което устройството трябва да се движи бавно и внимателно около интерфейса. В резултат на това се образува двоен шев.

Етапи на работа
Заваряването на филм включва следните стъпки:
- подготовка на повърхността на заварени елементи
- нагряване на места за запояване;
- заваряване на елементи;
- охлаждане на заваръчния шев (заварените елементи са под налягане);
- освобождаване на заварени елементи от налягане;
- обработка на заваръчния шев.

Контрол на качеството
Контролът на качеството на заваряването обхваща:
- организационен контрол;
- оперативен контрол по време на заваръчни дейности;
- изпитване на краткотрайна якост на заварени съединения;
- проверка на целостта на заварените съединения и покрития.
Заваряването трябва да се извършва от лица, завършили програмата за обучение на пластмасови заварчици в строителния бизнес и притежаващи съответните сертификати.


Как да запоявате филма, вижте по-долу.













Коментарът беше изпратен успешно.