Всичко за аргоновата заваръчна тел

Познаването на всичко за телта за заваряване с аргон е същият задължителен момент за всеки заварчик, както и възможността за избор на електроди, видове и характеристики на тока. Изборът на този проводник също не е толкова лесен, колкото изглежда. А приложението му може да заплаши с редица клопки, ако не е направено правилно.

Особености
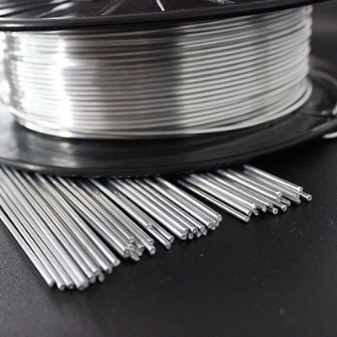
Основната характеристика на заваръчната тел с аргон е нейният външен вид. В повечето случаи тези компоненти са метални пръти, усукани в калерчета. Трябва да поставите такива калерчета в механизма за подаване. Самата входяща тел може да има твърда или куха структура. Има и продукти с пръски. Материалът на добавката трябва да бъде точно същият като материала на детайла.
Всички опити за нарушаване на това правило не водят до нищо добро. Доставката на макарата е удобна за промишлена употреба. В ръчен режим телта се подава в работната зона главно за занаятчийска работа. Като цяло технологията не налага никакви други специални изисквания.


Изгледи
Плътната тел е изработена от чист метал. Съставът на такива устройства не може да съдържа никакви примеси, не трябва да се използват и добавки. Въпреки своята простота, тези видове тел се използват най-широко от заварчиците. Именно те се вземат главно за заваряване в газова атмосфера. Телът с флюс е практически неподходящ за заваряване с аргон, тъй като е предназначен специално за замяна на външната газова защита с вещества, отделяни при топенето на прах.
Най-интересният е активираният елемент. Той съчетава предимствата на твърдите и прахообразните разтвори без техните недостатъци. Разликите се отнасят и за вида на заваряващите се материали. Тел за пълнеж за аргон-дъгова обработка на черен метал е една от най-често срещаните опции. Основното разпределение е както следва:
- Телът с флюсирана сърцевина се използва принудително за манипулиране на въглеродни стомани, които по-късно са термично обработени (въпреки че това обикновено не е най-добрият избор);
- алуминият е необходим за работа с алуминий (може да съдържа манган, силиций, магнезий и други включвания);
- неръждаема заваръчна тел - използва се при работа със стомана, легирана с хром или никел;
- с медно покритие (използва се главно при заваряване на силно легирани или умерено легирани детайли);
- обикновена стомана (за предпочитане за работа с леко легиран метал).



Неръждаемата тел се използва активно за заваряване на стомана, съдържаща хром или никел. Резултатът трябва да бъде много висококачествен шев.
Появата на пукнатини е почти невъзможна, както и появата на корозионни процеси. Когато използвате неръждаема тел, количеството пръскане е сведено до минимум. Дъгата ще работи много активно и стабилно, а експлоатационният живот на шева ще се увеличи значително.
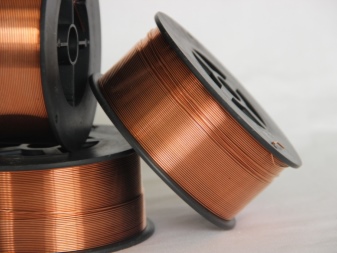
Помедната тел има същите положителни свойства като нейната неръждаема разновидност. Освен това помага и за спестяване на накрайници, независимо от използваната заваръчна машина. Доставката на медно покритие обикновено означава навиването му върху пластмасова касета. Типичните дебелини варират от 0,6 до 1 мм. Медната тел (например SV-08G2S) улеснява рестартирането на заваръчната дъга и спомага за стабилизиране на нейното горене във всеки режим. Алтернативният продукт на ESAB е проектиран да работи с:
- инструментална стомана;
- стоманени сплави, използвани в корабостроенето;
- щампован метал;
- алуминий;
- излято желязо.

Обикновената стоманена тел за аргоново заваряване е приложима в почти всяка област на промишленото производство. Този консуматив се класифицира според голям брой показатели. Много важна роля, заедно със секцията, е механичната якост на материала. Точният му химичен състав също е важен – както винаги, колкото по-близо до детайла, толкова по-добра и ефективна е работата. Може да се използва само проводник, обозначен със съкращението "Sv", напречното му сечение варира от 0,03 до 1,2 cm.
Алуминиевият материал е търсен при работа с алуминиеви сплави, където делът на силиций е ограничен до 3%. Пределното съдържание на мед в този случай варира от 3 до 5%. Подобен пълнежен материал:
- гарантира повишена здравина;
- дава същия цвят като самите заготовки;
- не отстъпва по устойчивост на корозия на алуминиевите конструкции.
Алуминиевите добавки са търсени при производството на автомобили, речни и морски плавателни съдове. Такава тел се използва доста масово при заваряване на конструкции в контакт с вода. Но е важно да се разбере, че чистият алуминий не се използва на практика, той винаги се смесва с други вещества - в противен случай не може да се осигури достатъчна здравина.
Този момент е характерен и за консумативите за заваряване. Въпреки това, делът на добавките там не надвишава 1%.



Избор
Основният момент е извършваните манипулации. Самата тел, предназначена за заваряване с аргон, не е подходяща за рязане (и обратно). Трябва да се обърне внимание на диаметъра на продуктите. Съвсем естествено е, че колкото по-дебел е металът, толкова по-голяма трябва да бъде добавката. В повечето случаи се избира тел с напречно сечение 3 мм.
Струва си да се отбележи, че в заваръчната тел могат да присъстват специални подобряващи компоненти. Техническите свойства на продукта зависят от тяхното количество и пропорции. Също така си струва да се обърне внимание на маркирането на проводниците. След буквите "Sv" има число, което отразява концентрацията на въглерод. Освен това, допълнителни метали са посочени, ако концентрацията на метала е 0,99% или по-малко.



Инструкции за употреба
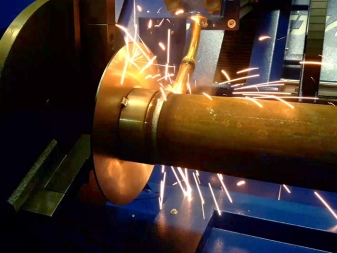
Заваръчната тел може да се използва в автоматичен или полуавтоматичен режим. Подаването на аргон трябва да бъде строго синхронно с подаването на добавката. Ще трябва да използвате и специализирана горелка. Предполага се използването на постоянен ток с директна поляризация. Работата на променлив ток предполага използването на осцилатор, но на практика този вид манипулация се показва само при работа с малки тънкостенни тръби.
Понякога се практикува и ръчно заваряване с аргон. Операторът държи с едната ръка факлата, а с другата жицата. Последният се подава в работната зона възможно най-плавно. Този метод изисква твърда, силна ръка и стабилно око.
И дори при такива условия не е възможно да се работи дълго време и стабилно, затова е много желателно да се използва поне полуавтоматично устройство.














Коментарът беше изпратен успешно.