Класификация и избор на заваръчна тел

Заваръчните работи могат да бъдат както автоматични, така и полуавтоматични и да се извършват с различни материали. За да бъде резултатът от процеса успешен, има смисъл да използвате специална заваръчна тел.


Какво е това и за какво е?
Телът за пълнене е метална нишка, обикновено навита на макара. Дефиницията на този елемент показва, че той допринася основно за създаването на по-здрави шевове, без пори и неравности. Използването на филамент осигурява производство с минимално количество скрап, както и с ниско ниво на образуване на шлака.
Устройството е фиксирано в подаващото устройство, след което жицата се доставя в зоната на заваряване в автоматичен или полуавтоматичен режим. По принцип може да се подава и ръчно чрез просто разточване на бобината.
Изискванията към пълнежния материал са свързани не само с качеството, но и с пригодността на детайлите, които ще се обработват.
Преглед на видовете
Класификацията на заваръчната тел се извършва в зависимост от характеристиките, свойствата и задачите, които трябва да се изпълняват.
По уговорка
В допълнение към проводниците с общо предназначение има и разновидности за специални условия на заваряване. като опция, металната нишка може да бъде проектирана за процедура с принудително образуване на заварка, за работа под вода или с използване на технология за баня. В тези случаи жицата трябва да има или специално покритие, или специален химичен състав.

По структура
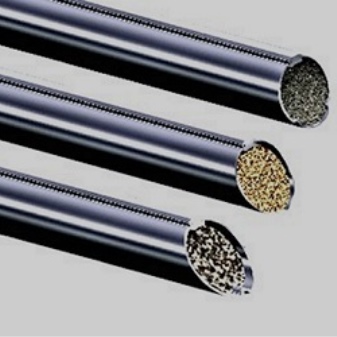
Според структурата на жицата е обичайно да се разграничават твърди, прахообразни и активирани сортове. Плътната тел изглежда като калибрирана сърцевина, фиксирана към макари или касети. Възможно е и полагане в редове на рулони. Понякога пръчките и лентите са алтернатива на такава тел. Този тип се използва за автоматично и полуавтоматично заваряване.
Телът с флюс изглежда като куха тръба, пълна с флюс. Напротив, не трябва да се използва на полуавтоматични машини, тъй като тегленето на конеца се оказва трудно. Освен това действието на ролките не трябва да трансформира кръглата тръба в овална. Активираното фолио също е калибрирано ядро, но с добавка на компоненти, използвани за проводници с флюс. Например, може да се окаже тънък слой.

По тип повърхност
Заваръчното фолио може да бъде с медно покритие и без медно покритие. Влакната с медно покритие подобряват стабилността на дъгата. Това се случва, защото свойствата на медта допринасят за по-добро подаване на ток към зоната на заваряване. Освен това съпротивлението на захранването е намалено. Телът без медно покритие е по-евтин, което е основното му предимство.
Въпреки това, непокритата нишка може да има полирана повърхност, което я прави нещо като междинно звено между двете основни разновидности.

По състав
Важно е химическият състав на телта да съответства на състава на материалите, които ще се обработват. Ето защо В тази класификация има голям брой видове пълнител: стомана, бронз, титан или дори легиран, състоящ се от няколко елемента.

По броя на легиращите елементи
Отново, в зависимост от количеството легиращи елементи, заваръчната тел може да бъде:
- нисколегирани - по-малко от 2,5%;
- средно легирани - от 2,5% до 10%;
- високолегирани - повече от 10%.
Колкото повече легирани елементи са в състава, толкова по-добри са характеристиките на жицата. Подобрени са топлоустойчивостта, устойчивостта на корозия и други показатели.


По диаметър
Диаметърът на телта се избира в зависимост от дебелината на елементите, които ще се заваряват. Колкото по-малка е дебелината, толкова по-малък, съответно, трябва да бъде диаметърът. В зависимост от диаметъра се определя и параметърът за големината на заваръчния ток. По този начин, при този индикатор под 200 ампера, е необходимо да се подготви заваръчна тел с диаметър 0,6, 0,8 или 1 милиметър. За ток, който не надвишава 200-350 ампера, е подходящ проводник с диаметър 1 или 1,2 милиметра. За токове от 400 до 500 ампера са необходими диаметри от 1,2 и 1,6 милиметра.
Има и правило, че диаметър от 0,3 до 1,6 милиметра е подходящ за частично автоматичен процес, извършван в защитна среда. За създаване на заваръчен електрод е подходящ диаметър от 1,6 до 12 милиметра. Ако диаметърът на проводника е 2, 3, 4, 5 или 6 mm, тогава пълнежният материал може да се използва за работа с флюс.


Маркиране
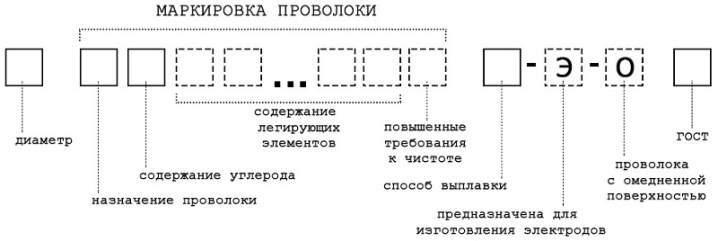
Маркировката на заваръчната тел се определя в зависимост от класа на материала, който изисква заваряване, както и от условията на работа. Той е обозначен в съответствие с GOST и TU. За за да разберете как се извършва декодирането, можете да разгледате пример за марката тел Sv-06X19N9T, който често се използва при електрическо заваряване и затова е много популярен. Буквената комбинация "Sv" показва, че металната нишка е предназначена само за заваряване.
Буквите са последвани от число, показващо съдържанието на въглерод. Цифрите "06" показват, че съдържанието на въглерод е 0,06% от общото тегло на пълнежния материал. По-нататък можете да видите какви материали са включени в жицата и в какво количество. В този случай това е "X19" - 19% хром, "H9" - 9% никел и "T" - титан. Тъй като до обозначението на титан няма цифра, това означава, че количеството му е по-малко от 1%.
Популярни производители
Повече от 70 марки пълнител се произвеждат в Русия. Продуктите с търговска марка Bars се произвеждат от Barsweld, която работи от 2008 г. Гамата включва неръждаеми, медни, нарязани, медни и алуминиеви проводници. Материалът за пълнеж е произведен по иновативни технологии. Друг руски производител на метални нишки е InterPro LLC. Производството се извършва на италианско оборудване с помощта на специални вносни смазки.
Заваръчната тел може да се произвежда и в руски предприятия:
- LLC SvarStroyMontazh;
- Судиславски завод за заваръчни материали.


Китайските предприятия са широко представени на пазара на пълнители. Основното им предимство е комбинацията от средни цени и добро качество. Например, говорим за китайската компания Farina, която произвежда проводници за работа с въглеродни и нисколегирани стомани. Други китайски производители включват:
- Дека;
- Бизон;
- AlfaMag;
- Yichen.


Как да избера?
При избора на пълнежен материал е необходимо да се вземат предвид две основни правила. Както вече споменахме, важно е съставът на телта да е възможно най-подобен на състава на частите, които ще бъдат заварени. Например, за черни метали и медни сплави ще се използват различни вариации. Препоръчително е да се гарантира, че съставът, ако е възможно, не съдържа сяра и фосфор, както и ръжда, боя и всякакви замърсявания.
Второто правило е свързано с точката на топене: за пълнежния материал тя трябва да бъде малко по-ниска, отколкото за преработените продукти. Ако точката на топене на жицата се окаже по-висока, тогава частите ще изгорят. Също така си струва да се уверите, че жицата се простира равномерно и ще може да запълни шева напълно.Диаметърът на пълнителя трябва да съответства на дебелината на метала, който ще се заварява.
Между другото, материалът на телта трябва да съответства на материала на облицовката.

Съвети за употреба
Съхранението на пълнежа не може да се извършва при условия на висока влажност. Пълнежният материал в оригиналната си опаковка може да се съхранява при температури между 17 и 27 градуса, при ниво на влажност от 60%. Ако температурният диапазон се повиши до 27-37 градуса, тогава максималната относителна влажност, напротив, пада до 50%. Неопакованите прежди могат да се използват в работилница за 14 дни. Въпреки това, жицата ще трябва да бъде защитена от мръсотия, прах и маслени продукти. Ако заваряването е прекъснато за повече от 8 часа, касетите и макарите трябва да бъдат защитени с найлонов плик.
Освен това използването на пълнител изисква предварително изчисляване на разхода. Най-удобно е да планирате консумацията на проводници на метър от връзката, която ще се запълни. Това се прави по формулата N = G * K, където:
- N е нормата;
- G е масата на настилка върху готовия шев, дълъг един метър;
- K е корекционният коефициент, който се определя в зависимост от масата на нанесения материал към разхода на метал, необходим за заваряване.


За да изчислите G, трябва да умножите F, y и L:
- F - означава площта на напречното сечение на връзката на един квадратен метър;
- y - отговаря за плътността на материала, използван за направата на жицата;
- вместо L се използва числото 1, тъй като нормата на потребление се изчислява на 1 метър.
След като се изчисли N, индикаторът трябва да се умножи по K:
- за долно заваряване K е равно на 1;
- с вертикално - 1,1;
- с частично вертикално - 1,05;
- с тавана - 1.2.

Струва си да се спомене, без да желаете да извършвате изчисления по формулата, в интернет можете да намерите специален калкулатор за консумацията на заваръчни материали. Телеподаващото устройство обикновено се състои от електродвигател, скоростна кутия и ролкова система: подаващи и притискащи ролки. Можете да го направите сами или да закупите готово устройство. Този механизъм е отговорен за транспортирането на пълнежния материал до зоната на заваряване.
Трябва също да се отбележи, че телта за газово заваряване с ацетилен трябва да е без ръжда или масло. Точката на топене трябва да бъде равна или по-ниска от точката на топене на материала, който ще се обработва.
Ако е невъзможно да се намери заваръчна тел с подходящ състав, в някои случаи тя може да бъде заменена с ленти от материал от същия клас като обработвания материал. Изискванията за метални нишки за заваряване с въглероден диоксид са подобни.


В следващото видео ще намерите сравнителен тест на 0,8 мм заваръчна тел.













Коментарът беше изпратен успешно.