Преглед и отгряване на медни шайби

Прегледът и отгряването на медни шайби е много важна тема в съвременната техническа област. Преглед на комплектите уплътнителни шайби 10x14x1 mm и други размери е от голямо значение. Много е полезно да знаете как да ги отгрявате, както и какви са основните изисквания към съществуващия GOST.
Описание и предназначение
Практикува се използването на различни уплътнителни елементи за подобряване на надеждността и стабилността на винтовите връзки. Изборът на материал за шайбата се определя от това какви въздействия ще изпита връзката. Медната шайба е най-подходяща там, където постоянно или периодично има повишени температури и налягания. Поради това той се използва широко в инженерната индустрия при сглобяване на механизми, предназначени за високо налягане. На първо място, говорим за гориво и хидравлично оборудване.


Привлекателността на медните шайби за подложка на верижен трион и за тапа за източване на автомобил също се свързва с:
- висока химическа устойчивост на техния материал в агресивна среда;
- отлична устойчивост на корозия;
- запазване на уплътнителните функции при действие на повишени температури, както и при значителни колебания в топлинния режим;
- устойчивост на вибрации;
- здравина и стабилност на основните свойства при значителен натиск.

Такива крепежни елементи могат да се използват и в автомобилни механизми, всички части на които постоянно се нагряват, докато все още се овлажняват. Това високо ниво на отговорност означава, че тези шайби отговарят на много взискателни изисквания. Съответствието с GOST, посочено за конкретен тип продукт, е от ключово значение. Информацията за съответствие може да бъде намерена на оригиналната опаковка на комплекта и в придружаващия сертификат за качество. Постигането на необходимите свойства зависи преди всичко от характеристиките на суровината.

Начинът, по който изглеждат шайбите, е ясно описан в GOST 18123-82. Съгласно този стандарт не трябва да има отклонения от гладката форма на повърхността. Не се допускат образувания или пукнатини. Шайби с признаци на корозия или с метални капки също не отговарят на стандартите. Грапавостта над 3,2 микрона също дава възможност да не се приема продуктът.
Процесът на контрол предполага преди всичко визуална проверка. Ако е необходимо, се извършва точно изследване чрез лупа. Грапавостта се оценява чрез индикаторни стандарти в съответствие с GOST 9378-75 или с помощта на специализирани измервателни устройства.
Понякога медната шайба е покрита със специален прахов слой, за да осигури допълнителна устойчивост на корозия. Това покритие се регулира от GOST 9.302-79.

Характеристики на производството
Структурно комплектите от медни шайби могат да представляват колекции от кръгли, понякога правоъгълни дискове. Те се отличават ясно със своите категории на точност. Стандартно ниво на точност - B, повишено ниво на точност - A. Използваната сега технология включва производството на медни шайби чрез рязане или екструдиране от метал. Първоначалните елементи могат да бъдат както листове, така и плочи.

Уплътнителният продукт трябва да бъде отгрят и след това избистрен. Не може да има драскотини и вдлъбнатини. Също така не трябва да има прорези, които да пречат на работата на шайбата. Ролята на отгряване е да се увеличи пластичността на метала, поради което се изключва деформацията на детайла с температурен спад.
За производството на шайби най-често се използват медни класове M1, M2, M3. Сред тях M3 е най-добрият избор. Вярно е, че металът може да бъде заменен в зависимост от нюансите на бъдещата работа.
В някои случаи се използват по-екзотични сортове мед, съдържащи малки количества кислород и фосфор.

Отгряването се извършва директно в производството, но ако продуктът се съхранява дълго време, ще трябва да повторите процедурата.

Класове на материала
Официалната маркировка на медната шайба винаги показва наличието на прахови покрития. Продуктите от клас P29 са поцинковани и пасивирани. Маркировката P34 означава, че продуктът е само пасивиран. В случаите, когато стандартът предвижда повече от един клас на точност, неговите обозначения се поставят в самото начало на марката. Съставът на маркировката включва:
- вид на изпълнение;
- участък от конеца;
- дебелина на частта;
- химическа марка;
- условен индекс;
- дебелината на използваното покритие;
- прилаган стандарт.
Има такива основни стандарти:
- GOST 10450-78 (малки продукти)

- GOST 6958-78 (увеличени шайби)

- GOST 11371 (плоски конструкции)

- GOST 19752-84 (плоски метални уплътнения за уплътняване)

- DIN 7603 A (уплътнителни медни пръстени).


Медно-алуминиевата шайба е със специална марка - SHAM. Има разлики в диаметъра. Други марки:
- DIN 125 (основен)

- DIN 433 (тесен, за подплата)

- DIN 7349 (за пружинни щифтове)

- DIN 988 (подпора, за регулиране)
- ШИРОК (тип тяло).

Как правилно да се отгрява
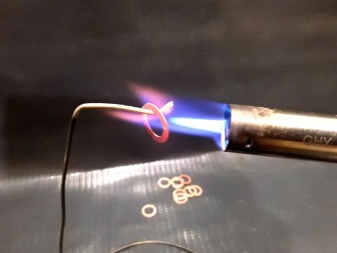
Струва си да изстрелвате медни шайби под дюзите, само за да облекчите вътрешните напрежения, които неизбежно се появяват по време на обработката на материала в производството. Но е много важно да следвате тази процедура ясно. Процесът се извършва при нагряване до 700 градуса. След това частите се охлаждат плавно по естествен начин при нормална температура, докато изстинат до +25 градуса по Целзий.
Термичната обработка се извършва с помощта на заваръчна горелка. В него пламъкът се разпалва с помощта на кислород и ацетилен, подавани от различни бутилки. Друг важен нюанс - задължителни са ръкавици и очила. В близост до работното място трябва да има пожарогасител. След като свържете маркучите към цилиндрите, е необходимо да отворите ацетиленовия клапан на горелката с 50%. След като запалите газта, изчакайте, докато се появи оранжево-червен пламък.

След това кислородният клапан се отваря, докато се появи син пламък. В този момент шайбите са изгорени. Огънят се насочва към шайбата и се насочва по повърхността, като се постига черешово червено сияние. След това незабавно затворете двата газови клапана. След това, както вече споменахме, ще трябва да оставите продуктите да изстинат.

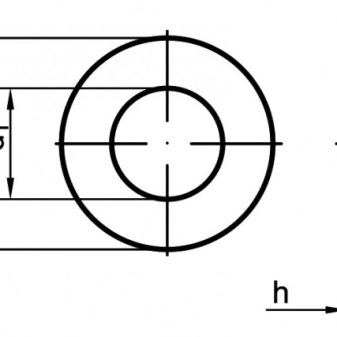
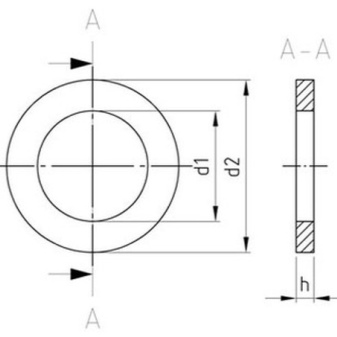
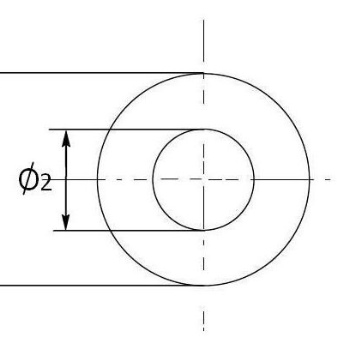
Размери (редактиране)
Размерите на медните шайби варират значително в зависимост от приложимия производствен стандарт и областта на употреба. Във вътрешната практика има следните основни измерения:
- уплътнителни шайби за КАМАЗ 6x12x1 (1.5), 8x12x1.0;
- уплътнение за маслопроводи на КАМАЗ и МАЗ 8x12x1.5, 9x15x0.7;
- за инжектори КАМАЗ 9.7x17.5x1.5;
- за горивопроводи 10x16x1.0 (1.5).
Добър пример за продукти с дебелина 1 мм е модификацията 10x14x1. Точните размери ще бъдат 10.3x14.6x1.0. Един екземпляр тежи 0,67 г. Освобождаването на шайби 10x14 се извършва най-малко на партиди от 10 броя.
Важно: само руските производители се опитват да запазят точно тези размери.

Продуктът е популярен и с размери 5x10x1, както и 10x12x1, 38x52x3. Продуктите от категория M10, включително M10x14, се различават:
- с диаметър 10 мм (не без причина изваден в обозначението);
- с тегло 3 грама;
- с вътрешен диаметър 20 мм.


И накрая, медните шайби в следните размери са търсени на пазара:
- M8;
- M12;
- M14;
- M16.

Подробен процес за отгряване на медни шайби е представен в следващото видео.













Коментарът беше изпратен успешно.