Характеристики на канал 20 и тяхното приложение

Каналните продукти са като два ъгъла, разположени успоредно един на друг и заварени заедно с надлъжен шев по линията на контакт. Такъв канал може да се направи, но на практика се произвеждат готови продукти - от твърда лента, огъвайки я от ръбовете при температура на омекване.

общо описание
Маркирането на канал, например номер 20, не означава, че това е размерът на централната или страничните му стени в милиметри. За такива цели има обикновен P-профил, чиито стени (централни, както и страничните рафтове) са приблизително еднакви по дебелина, а не два пъти (или повече от два пъти) по-тесни от основния, централен. Канал 20 има странични фланци с еднаква или различна ширина. Височината (широчината) на основната стена е 20 сантиметра (а не милиметра, както би си помислил начинаещ, когато за първи път се сблъска с детайли от този тип).

Канал със странични стени, равни една на друга, е горещо валцуван продукт, в някои случаи наистина се огъва... Огъването на стоманената лента се извършва по дължина на машина за огъване на профили. Отдаването под наем се извършва съобразно със стандартите GOST 8240-1997, огъване - в съответствие с GOST 8278-1983. Ако каналът има странични стени с различна ширина, тогава се извършва огъване на листовите източници, последвано от изрязването им след процедурата на огъване. Същият канал 20 е направен от нисколегирана стомана като 09G2S.

Каналът се произвежда основно от черни и подобни модификации на стомана, по-рядко - от неръждаема стомана (в много ограничено количество). Обичайното изпълнение на профилирана профилна стомана, използвана като съставни части, преминава, в зависимост от вида на употреба, през етапите на една от технологиите.
- Стоманената заготовка се превръща в канален елемент след процедура на горещо валцуване - на машина с огромна пропускателна способност.
- На машина за огъване на профили се оформят тънкополовите елементи, изработени предимно от цветни метали. В този случай се използва студено пресоване.
В резултат на това производителят и неговите клиенти получават плосък канален елемент, който е гладък от всички страни, веднага подходящ за строителство и някои други сектори на националната икономика.
Технически изисквания
В повечето случаи за направата на канал 20 се използва обикновена стомана St3 или сплав C245, C255. Основните изисквания за безопасност и защита на труда (строителство на сгради, конструкции, където се използва такъв канал) по отношение на техническите показатели са както следва.
- Коефициентът на безопасност трябва да бъде трикратен. Например, теглото на тухлена (пеноблок) зидария над прага на прозорец или отвор на врата, например 1 тон, трябва да съответства на натоварване от три тона върху елемента на канала. Използването на 20 или друга стойност на канала зависи от преизчислението на проекта на конструкцията или сградата. Между етажите, въпреки че основното натоварване от горните подове се поема от плочите от стоманобетонни подове, част от натоварването все още пада върху каналните прегради на отворите за прозорци и врати. Това означава, че първо трябва да се монтират най-подсилените канали на пода. Ако всички тези изисквания са нарушени, тогава в този случай 20 каналът няма да издържи цялото натоварване. В резултат на това елементът може да се огъне и да изпадне, което в резултат на това е изпълнено с унищожаване на къщата.

- Стоманата не трябва да е твърде крехка. Факт е, че често демонтирайки (счупвайки) стари сгради, демонтажите се сблъскват с факта, че от удар с чук или слитък върху специално оборудване каналите, които дори не са били подложени на силна ръжда, се счупват. Но каналът е способен да се счупи при значително натоварване. Крехкостта се насърчава от състава на стоманата, от която е направена: фосфор и сяра в стоманената сплав, надвишаващи съдържанието от 0,04%, водят до образуване на червена чупливост - структурно счупване на стоманения продукт с моментално или дълготрайно претоварване.

В резултат на това е невъзможно да се използва каквато и да е, най-евтината стомана за канали. За да се предотврати внезапното спукване на каналите, съдържанието на сяра според GOST не трябва да надвишава 0,02% (от теглото на състава), а съдържанието на фосфор трябва да остане в количество не повече от същите 0,02%. Изключително трудно (и скъпо) е напълно да се премахне цялата сяра и фосфор от стоманата, но е напълно възможно да се намали съдържанието им до следи.
- Стоманата трябва да е достатъчно топлоустойчива и топлоустойчива... Ако изведнъж в сградата избухне масивен пожар, тя ще се нагрее. Каналът, след като се нагрее до температура по-висока от 1100 градуса, ще започне да се огъва под натоварването на стената, изградена върху него. За целта се използва дори и да не е закалена, но достатъчно топло- и топлоустойчива стомана, която не губи своите носещи свойства дори при нагряване до яркочервен блясък.
- Стоманата не трябва да ръждясва бързо. Въпреки че каналите са боядисани след изграждането на стените и подовете на сградата (преди довършителни работи), препоръчително е да използвате стомана с високо съдържание на хром. Ясно е, че каналите не се произвеждат от неръждаема стомана (съдържа хром с 13 ... 19%), но стоманата с масова част на хром до няколко процента се счита за стандартно решение.

И накрая, за да не се свие отворът, ръбът на вдлъбнатината от прозореца или вратата трябва да бъде от порядъка на 100-400 мм.
Ако спестите от дължината на канала и поставите, например, 5-7 (и не поне 10) сантиметра вдлъбнатина (т.нар. рамо), тогава зидарията под раменете ще се напука от краищата на отвора , а стената над него ще се срути. Ако поставите твърде голямо рамо, общото изчислено натоварване на основата и подовете ще надвиши проектното (в проекта всички стойности на натоварването са ясно изчислени). И въпреки че ще бъде в границите на максимално допустимия стандарт, сградата все още може да бъде повредена преди да премине проектното й MTBF. Изрязването и последващото заваряване на канала с произволни парчета не е разрешено - изберете предварително фрагментите, които осигуряват оптимални вдлъбнатини от двете страни на отворите.

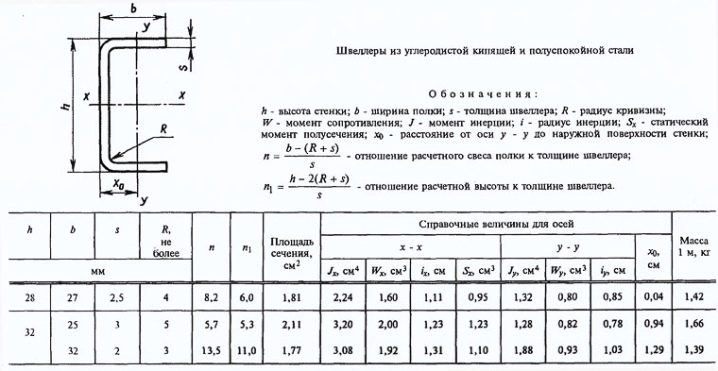
И така, в този пример 20P каналът има височина по протежение на основната стена от 20 см, височина по протежение на страничните (равни) рафтове - 76 мм, радиуси на огъване на ъглите - 9,5 и 5,5 мм.
Асортимент
- Маркер "P" означава, че страничните стени са успоредни една на друга: този образец на канала е подобен на голям U-образен профил, чиито странични стени са скъсени по протежение на целия детайл.
- Маркер "L" съобщава, че точността на формата на каналната заготовка не е висока (лека, лека проба за производство).
- "NS" означава икономична версия на U-канала.
- "С" означава, че високоспециализиран канал се прави по поръчка.
- Маркер "U" - каналът има определен (не прав) ъгъл на наклон навътре: страничните стени са огънати (не навън).
- "V" - каретен канал,
- "T" - трактор. И двата вида имат ясно дефинирана, специфична област на приложение.

Стандартите за производство на канални конструкции, включително 20, са се променили няколко пъти. Последният руски (несъветски) GOST определи най-добрите стойности за параметрите на каналните продукти, при които тези заготовки издържат на изключително високо натоварване, недостижимо по-рано.

Размери, тегло и други разлики
Обхватът на канала е представен от следните разновидности. Стоманата, използвана за производството на тези заготовки, има плътност (специфично тегло) от 7,85 g / cm3. Напречното сечение на елементите е такова, че оптималната дебелина съответства на декларираната. Общата повърхност на канала е равна на сумата от външните и вътрешните компоненти, сумирана с площите на двата ръба и напречните сечения.
|
GOST канал 20 |
име |
Височина на основната преграда, cm |
Дебелина на основната преграда, мм |
Ширина на страничната стена, мм |
Дебелина на страничната стена, мм |
Тегло на бягащия метър, кг |
|
Госстандарт 8240-1997 |
20U |
20 |
5,2 |
76 |
9 |
18,4 |
|
20P |
18,4 |
|||||
|
20л |
3,8 |
45 |
6 |
10,12 |
||
|
20Е |
4,9 |
76 |
9 |
18,07 |
||
|
20С |
7 |
73 |
11 |
22,63 |
||
|
20Ca |
9 |
75 |
25,77 |
|||
|
20 сб |
8 |
100 |
28,71 |
|||
|
Госстандарт 8278-1983 |
същите марки |
3 |
50 |
3 |
6,792 |
|
|
4 |
4 |
8,953 |
||||
|
80 |
10,84 |
|||||
|
5 |
5 |
13,42 |
||||
|
6 |
6 |
15,91 |
||||
|
3 |
100 |
3 |
9,147 |
|||
|
6 |
6 |
17,79 |
||||
|
180 |
25,33 |
|||||
|
Госстандарт 8281-1980 |
също |
4 |
50 |
4 |
няма строги стандарти за теглото на детайла |
Буквените маркери ви позволяват незабавно да изясните как са произведени конкретни проби и какви параметри трябва да имат. Каналните заготовки се предлагат горещо валцувани или студено формовани.
Референтните параметри на отделен тип и наименование на продуктите на канала се преизчисляват на един работен метър в съответствие с табличните стойности... След като получи информация за партида заготовки, чиято обща дължина е определен брой метри, доставчикът ще изчисли общото тегло (тонаж) на поръчката, без да взема предвид увеличенията (или недостатъците) по отношение на допустимите грешки . Не е разрешено теглото на каналните продукти, което не отговаря на декларирания с повече от 6% - въз основа на изискванията на съответните GOST.

Например, съгласно стандартите GOST 8240-1997, горещовалцуваните канални продукти се произвеждат, както следва. Канал 20 горещо валцувани (GOST 8240-1989) сортове "P" и "C" - претеглени. Подписано с маркер "А". Дължината на детайла е от 3 до 12 м. Несъответствието в дължината отчита увеличението му с максимум 10 см, но е забранено да се продава дължината на детайла по-малка от декларираната дължина. Занаятчиите, които режат по поръчка, например 12-метрови на 3-метрови детайли, знаят за това.

Подготвителният период за тежък, лек и "икономичен" канал се определя от натовареността на доставчиците, но не може да бъде повече от месец от датата на поръчката. Тези стандарти също са посочени в GOST, TU и други съответни разпоредби. Заготовките от конструктивни форми по метода на горещо валцуване се произвеждат основно от състава St5, St3 от "спокоен" или "полуспокоен" (не "кипящ") вариант. Това изискване е отбелязано в Госстандарт 380-2005. Може да се използва и нисколегирана стомана 09G2S, 17G1S, 10HSND, 15HSND - този толеранс се регулира от Госстандарт 19281-1989. Последните две съединения са устойчиви на корозия.

Параметрите на изходния материал, използван при производството на канали, могат значително да намалят масата на металните рамки, върху които се крепи основната част от сградата или конструкцията... В същото време първоначалните параметри на издигната сграда се запазват до изтичане на периода на нейната нормална експлоатация. Малката маса на студеноформованата секция на канала не оказва значително влияние върху устойчивостта на деформация, включително огъване и усукване.

С помощта на изчислените данни, за да се намали натоварването на главния, се определя дали има нужда от заготовка на канал с еднакъв фланец (в определен брой копия) или е възможно да се направи с нейната различна фланцова модификация. Но леките конструкции и навеси, лишени от масивни тухлени и стоманобетонни надстройки (стени, рамков монолит върху значително вдлъбнат фундамент), позволяват замяната на класическия стоманен канал със студено формован алуминиев канал.

Ако нямаше опция в продажба, която най-накрая да ви устройва, тогава фирмата-производител има правото да ви предложи оригинално решение - обличане на продуктите, които сте поискали според индивидуални стойности на характеристики, които не надхвърлят специфичните изисквания на GOST и SNiP.
И така, с тегло на ходов метър от 18,4 кг, сегментът на канала намери приложение при изграждането на шарнирни, павилионни, терминални, релсови (използвани за кран), надземни (за помещения за промишлени цехове), мостови и надлезни конструкции. Такива канали в насипно състояние (по поръчка) се извършват серийно в 60 тона, под формата на купчини или дори парче по парче. Приложена е информация за сертификати за качество, параметри и брой копия.Каналите се транспортират с камион или железопътен транспорт.

Приложения
Продуктите с профилни канали се използват за заваряване на рамкови конструкции. Заварените канални рамки се характеризират с повишени физични и механични стойности на техните ключови параметри. Каналът е добре изрязан, пробит, обърнат (фрезован). За рязане на дебели стени (от няколко милиметра) с приблизително еднакъв успех можете да използвате мощна (до 3 киловата) мелница и машина за лазерно-плазмено рязане. Поради използването на обикновени средно въглеродни стомани като изходен материал, заготовките на канала се заваряват лесно по всякакъв метод - от автоматично заваряване с газоинертна защитна среда до ръчен метод (след почистване на ръбовете, които трябва да бъдат заварени по тях).

Фрагментите на канала не губят характеристиките си при голямо натоварване - те са много подобни на U-образната профилирана стомана за обикновена употреба. Каналните продукти се използват широко в значителен брой индустрии. Намира се под формата на части и компоненти за специална кранова техника, камиони, морски и речни плавателни съдове, железопътни трактори и подвижен състав.

Каналът също е компонент на междуетажни и таванско-покривни конструкции, рампи (използват се за шофиране на велосипеди, скутери, автомобили и инвалидни колички), мебели. В допълнение към преградите за организиране на отвори за врати и прозорци, каналът се използва като важен компонент за парапети, огради и бариери, стълби.
За информация как правилно да монтирате канала, вижте следващото видео.













Коментарът беше изпратен успешно.