Всичко за режещи течности за металорежещи машини

По време на работа частите на струга - сменяеми фрези - прегряват. Ако не вземете мерки за принудително охлаждане на триещите компоненти, които извършват рязане, тогава горелките, както и частите, които режат, ще получат значително повече повреди за кратко време.


Какво е?
Охлаждащата течност за струг (флуид за рязане) се използва за намаляване на износването на горелката на всякакъв тип машини, включително машини с ЦПУ. Последните, използвани за масово производство (копиране) на части, се нуждаят от своевременно охлаждане многократно повече от ръчните машини, на които управлението се извършва директно от работника-оператор. Нарязване на резба, струговане - и двата процеса са придружени от нагряване по време на триене. И горелката, и детайлът се нагряват. В резултат на това, когато машината не е смазана, върху частите се появяват чипове и микропукнатини. В резултат на това броят на дефектните части се увеличава драстично. Тъпите фрези разрушават по-бързо задвижването и скоростните кутии на машината. Усложнена е и работата на работника - получава изгаряния и други наранявания, свързани с работата. Нормалната и продължителна работа на всяка обработваща машина или агрегат е невъзможна без охлаждаща течност.

В допълнение към смазването и охлаждането на триещите елементи, охлаждащата течност улеснява отстраняването на метални стърготини, прах от повърхността на детайлите и фрези.
Описание на видовете
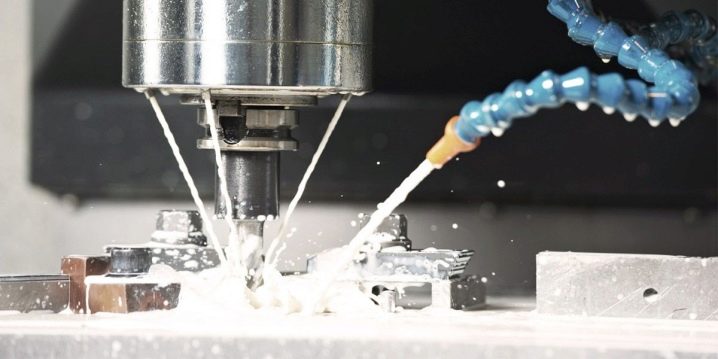
Прекомерната топлина, генерирана по време на рязане и заточване на детайли, може да бъде отстранена с масло и вода, съдържащи вещества. Съставът на режещата течност предполага маслени и водосмесващи се основи. За по-лесно използване, машината осигурява пръскаща дюза, с която тази течна смазка се нанася върху режещите ръбове на фрезите.


масло
Маслото се изпарява изключително бавно - дори при повишени температури. Това затруднява разсейването на топлината върху горелката и детайлите. Предимството на масления състав е, че стоманата запазва свойствата си. Разход - много по-малък от този на водна основа, този реагент се състои от 70% стандартно машинно масло "20", 15% ленено масло от 2-ри клас и 15% керосин, което повишава точността на резбата; тук се използват профилни фрези.


Sulfofresol съдържа сяра добавка. Напречното сечение на детайла, което трябва да се обърне, трябва да е малко. Недостатъкът е токсичността на сярата, чието вдишване може да причини злокачествени заболявания на кръвта и белите дробове, поради което обикновено се работи в противогаз. 90% сулфофрезол и 10% керосин се използват за резба, дълбоко пробиване и довършителни части.

За струговане на алуминиеви части е необходим обикновен керосин. Второто използване на керосин е използването на динамични брули в процеса на заточване.
Смесва се с вода
Охлаждащите лубриканти включват синтетични, за разтваряне на които се използва вода. Предимството на такава смазка е бързото разсейване на топлината, недостатъкът е повишената консумация. защото когато факлата се загрее до 100 градуса, водата бързо заври. Топлинният капацитет и топлоотвеждането на водата са много по-високи от тези на всички течни петролни продукти.


За грубо струговане на детайли се използва калцинирана сода, разтворена във вода - в количество 1,5%. Подобен състав има 0,8% сода и четвърт процента натриев нитрит. Содата може да бъде заменена с тринатриев фосфат - също в количество от същите 1,5%.Разтвор с калиев сапун (до 1%), калцинирана сода или тринатриев фосфат (до 0,75%), натриев нитрит (0,25%) предотвратява преждевременното развитие на корозия върху бързорежещата стомана на фреза.

Използват се и следните водни разтвори.
-
4% поташ сапун и 1,5% калцинирана сода за фасонно струговане. Съставът на сапуна не трябва да съдържа хлорни съединения.
-
Емулсол (2-3%) и техсода (1,5%) премахват строги ограничения за чистота и гладкост на обработката. Подходящ за завиване с висока скорост.
-
5–8% емулсол и 0,2% техсода или тринатриев фосфат ви позволяват да изостряте почти всички детайли "чисто".
-
Емулсия на базата на окислен вазелин (5%), сода (0,3%) и натриев нитрит (0,2%) е подходяща за струговане с повишена чистота на изпълнение.

След като сте решили конкретния състав, разгледайте асортимента (по марка).
Популярни производители
Най-търсените според статистиката са производителите Henkel, Blaser, Cimcool... Тези фирми са се фокусирали предварително върху производството на течности за рязане. Компании, произвеждащи двигателни масла за марките Castrol, Shell, Mobil, специализирана в машинни масла, а не машинни смазки. Десетки други имена могат да бъдат фалшиви, токсични за хората и увреждащи машини. Руските марки също са представени на местния пазар, но поради ниската си устойчивост на разслояване, те се използват рядко навсякъде. Бързата загуба на еднородност на структурата води до ръждясване на машините и фрезите, а те също се пенят и се утаяват при контакт с вода.
Много работници са алергични към тези продукти и е много трудно и скъпо да се изхвърлят тези лубриканти.


Струва си да се спомене отделно Oilcool съставкъм които добавка Ecoboost 2000... Този състав се произвежда в Русия - днес е висококачествен заместител на горепосочените марки. За стругове на руския пазар са представени следните състави.
-
I-12, I-20 на маслена основа - отговарят на GOST 6243-1975.
-
Емулгаторите, съдържащи алкален сапун, отговарят на разпоредбите на GOST 52128-2003.
-
Съставите на базата на многоосновни алкохоли, талови масла, триетаноламин се произвеждат съгласно условията на GOST 38.01445-1988. Подходящ за работа с бързорежеща или легирана стомана, неръждаема стомана. Отпадъкът трябва да се изхвърли незабавно.
-
Сулфофрезоли - отговарят на GOST 122-1994. Съдържа чисто масло и сярни добавки. Намалява абразията, предпазва резците и частите от ръждясване. Не включва вода, основи и киселини.

Предимството на изброените вещества е техният нисък вискозитет. Съставът бързо се разпространява по повърхността на фрезата, предотвратявайки залепването на чиповете към ножа. Международният асортимент започва с марката MobilCut.

Нюанси на избор
Освен стругово струговане, необходимостта от охлаждаща смазка се наблюдава и при занаятчиите, чиято дейност е фрезоване. Съставът трябва да бъде избран, ръководен от вида и вида на работата, вида и класа на машината, списъка с действия, използваните консумативи и метода на въвеждане на охлаждаща течност. Няма универсално решение за стругово рязане. Но можете да се доближите до него, като изберете състав, който по-добре охлажда и предотвратява ударите, които възникват в процеса на рязане на стомана и цветни метали. Обработката на неръждаема стомана не отменя възможността за използване на антикорозионни добавки, които могат да бъдат включени в конкретен състав или да се доставят отделно. Неръждаемата стомана е вискозен и труден материал при струговане и пробиване, довършителни работи, така че концентрацията на режещата течност трябва да бъде проектирана за рязане на точно такива материали. Обработката на алуминий и други меки цветни метали принуждава да се прибягва до съединения със свойства против напукване и удари.

Охлаждащата течност не трябва да създава замъгляване, да поддържа самоизгаряне и да образува пяна. За да предотвратите надраскване на обработваните детайли, използвайте "перилни" съединения.
Характеристики на подаване
Машинната помпа е снабдена с тръби, в края на които има дюза за пръскане или точкова дюза, която осигурява целенасочено напояване на горелката и повърхността на частите. Налягането в системата е 10 атмосфери или повече. Така нареченият метод. независимото напояване не допринася за равномерното пръскане на състава върху горелката и работната повърхност. Евакуацията на чипа е трудна. Този недостатък се преодолява чрез повишаване на налягането – в разумни граници, така че помпата и маркучите да останат непокътнати.
Методът за захващане на шпиндела използва тънък и тесен спирален отвор (отвън) на горелката. Смазката се доставя чрез специален път, подходящ за патронника. Разходът на лубрикант - според указанията на градуировките на резервоара - е икономичен, тъй като се насочва незабавно към режещите ръбове. Стружките, които се изстъргват по време на работа, се отстраняват бързо и ефективно от режещите ръбове.

Независима система за захранване осигурява подреждането на капкова станция. Тя намери приложение в машини без ЦПУ. За сглобяването му освен капкомер се използват капилярни маркучи, примитивен кран или регулируем от залата капилярен маркуч.

Приложение
Охлаждащата течност се почиства, когато стане мътна с микрочастици от стомана или цветни метали. Най-простият начин за премахване на метални отлагания от течност е да я прекарате през памучна вата или филтърна хартия. Графикът за смяна на охлаждащата течност е след 10 месеца. Отпадъците са замърсени с най-малките железни частици, които се разтварят в тях и лесно преодоляват всеки филтър.
















Коментарът беше изпратен успешно.