Всичко за струговете за нарязване на винтове

Познаването на всичко за струговете за нарязване на винтове е доста полезно за организиране на домашна работилница или малък бизнес. Необходимо е да се разберат характеристиките на устройството, с основните възли и предназначението на машините със и без ЦПУ. В допълнение към това, което е като цяло, ще трябва да проучите универсални модели на работния плот и други опции, особеностите на работата с тях.
Какво е?
Всеки винторезен струг е предназначен за обработка на стомана, чугун и други детайли. Тази процедура се нарича рязане от специалисти. Такива устройства ви позволяват да смилате и смилате части. Те успешно оформят жлебовете и изработват краищата. Също така, предназначението на струга за нарязване на винт включва:
- пробиване;
- зенкерване;
- разгръщане на отвори и пътеки;
- извършване на редица други манипулации.
Общият принцип на устройството е изключително прост. Заготовката, която ще се обработва, се захваща хоризонтално. Започва да се върти в даден момент. С това движение резачката премахва ненужния материал. Но привидната простота на описанието не позволява да се пренебрегне доста голямата сложност на изпълнението.


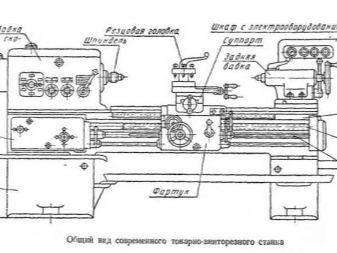
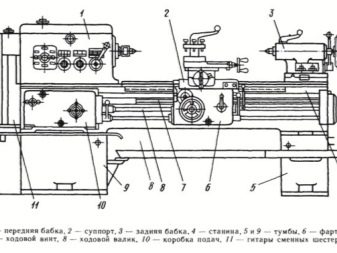
Винторезният струг може да работи уверено само ако е сглобен много внимателно от добре съединени елементи. Основните възли в схемата на такъв апарат са:
- поддържа;
- упорита баба;
- легло;
- глава на шпиндела;
- електрическа част;
- ходов вал;
- зъбни китари;
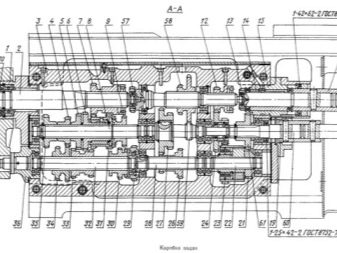
- кутията, отговорна за подаване;
- водещ винт.
Въпреки доста калибрираната структура, базирана на типични части, специфичните машини могат да варират значително. Много зависи от точността по време на работа. Шпинделът (известен още като челен) шпиндел предотвратява движението на обработвания детайл. Той също така предава ротационен импулс от електрическото задвижване. Именно във вътрешната част е скрит шпинделният възел - защо всъщност е наречен така.
Устойчив, той е и гръб, главата ви позволява да фиксирате детайла. Ролята на плъзгача е да премества държача на инструмента (заедно със самия работен инструмент) в надлъжната и напречната равнина спрямо оста на машината. Блокът на шублера винаги е по-голям от останалите части. Държачът за фреза се избира според категорията на устройството.
Скоростната кутия влияе върху предаването на импулс към всички части и следователно върху функционирането на системата като цяло.


Такива кутии могат да бъдат вградени в телата на главата или да бъдат разположени в отделни части на тялото. Темпото се регулира стъпка по стъпка или в непрекъснат режим, който е предопределен от нюансите на дизайна. Основната действаща връзка на кутията са зъбните колела. Включва също трансмисия с клинов ремък и електродвигател с реверс. Освен това си струва да споменем съединителя и дръжката за промяна на скоростта.
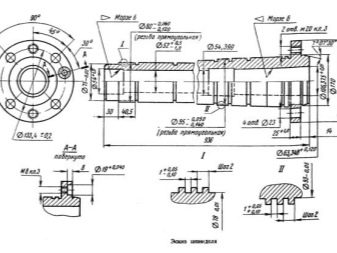
Вретено може да се счита за изключително важен елемент. Това е част с техническа конфигурация на вала и има заострен канал за задържане на частите. Със сигурност е здрав и издръжлив, защото е изработен от избрана разновидност на стоманената сплав. Традиционалисткият подход предполага използването на високоточни търкалящи лагери при проектирането на шпинделния елемент. За поставяне на прът е необходима конична кухина в края, която понякога осигурява избиване на централната част.
Леглото на винторезен струг се получава чрез отливане от чугун. За да изработите жлебовете, ако е необходимо, използвайте инструмент за маркиране, матрици, рязане и други устройства. Контролните блокове съдържат различни ключове и дръжки, включително тези, които ви позволяват да регулирате шублера. Моделите с ЦПУ са по-сложни от класическите, но могат да извършват непостижими за тях манипулации и да действат в някои случаи без помощта на оператор. Струва си да се подчертае ролята на престилката - вътре в нея има механизми, които преобразуват въртенето на винтовия възел и техническия вал в движение напред на поддържащия апарат.

Преглед на видовете
По маса
Винтовият струг може да се използва в местни частни предприятия, за битови нужди. Такива модели обикновено са сравнително леки. Големите и тежки превозни средства са предназначени предимно за промишлено производство. Устройствата не по-тежки от 500 кг се считат за леки.
Средноразмерното оборудване играе важна роля в индустрията. Тежи до 15 000 кг. Най-големите промишлени дизайни тежат между 15 и 400 тона. В този случай обикновено не се среща високо ниво на точност, тъй като толерансите вече не са толкова значителни.
Много мощно оборудване е инсталирано в големи фабрики и фабрики, но не се използва в сегмента на домакинството.


По максималната дължина на частта
По принцип леките машини взаимодействат с части с диаметър не повече от 50 см. Оборудването на средно ниво може да обработва детайли с дължина до 125 см. Най-дългата дължина на частта се определя предварително от разстоянието между централните точки на машината. С едно и също напречно сечение машините могат да работят както с дълги, така и с относително къси конструкции. Разпространението върху най-големия диаметър на частите е особено голямо - от 10 до 400 см, следователно няма универсални машини, работещи с детайли от всякакво сечение.


По изпълнение
Важен момент в класификацията на винторезното оборудване е неговата техническа производителност. Обичайно е да се разпределят устройства за:
-
дребномащабно производство;
-
средномащабни серии;
-
мащабно конвейерно производство.
Марките на винторезните стругове са доста разнообразни. Те се произвеждат в много страни. Освен това част от оборудването се използва активно от периода на СССР и все още не е загубило своята актуалност. Когато се запознаете с описанието на техниката, е важно да разберете дали тя е предназначена за настолен или подов монтаж, какви са характеристиките на инсталацията като цяло. Що се отнася до машините с ЦПУ, това практически не е алтернативно решение - дори за домашна употреба, "чисто ръчно" оборудване се използва изключително рядко.


Топ модели
Редно е да започнем прегледа с "Калибър STMN-550/350"... Въпреки че такова устройство е леко, в компактното му тяло има доста сериозни възможности. Като го съберете и конфигурирате в съответствие с инструкциите, можете да гарантирате точността на работата. Техническо обслужване е необходимо след всеки 50 часа работа. Основни функции:
- разстояние между центровете 35 см;
- разрез на детайла над леглото до 18 см;
- общо тегло 40 кг;
- броят на оборотите - 2500 в минута;
- гумени крачета в основния комплект;
- пластмасови дръжки;
- Морзов конус No2.



За прости метални работи можете да използвате и машината Kraton MML 01. Това устройство е много поддържано. Проблемът е използването на пластмасови зъбни колела. Заменяйки ги с чугун, не можете да се страхувате от последствията от небрежно използване. Между центровете ще има разстояние от 30 см, а масата на устройството е 38 кг; развива се от 50 до 2500 об/мин за 60 секунди.
Освен за метал, продуктът Kraton е подходящ за пластмаса и дърво. Дизайнерите са предвидили подсветка. Набор от сменяеми зъбни колела ви позволява да режете метрични резби. Благодарение на въртящия се плъзгач е възможно конично заточване на частите.
Ходът на напречния плъзгач е 6,5 см.


Алтернатива може да се счита за "Corvette 402". Това е приличен лек струг с особено висококачествени компоненти. Монофазният двигател е с мощност 750 W. Разстоянието между центровете е 50 см. Сечението на детайла над леглото е 22 см, а масата на устройството е 105 кг; може да развива от 100 до 1800 оборота в минута в 6 различни скоростни режима.
особености:
- електродвигателят е направен по асинхронна схема;
- е предвидено обратното усукване на шпиндела;
- благодарение на магнитния стартер, спонтанното включване след прекъсване на захранването е изключено;
- устройството е оборудвано с палет;
- конусът на шпиндела е направен по схемата Morse-3;
- за 1 проход можете да смилате до 0,03 см;
- ходове на кръстосани и въртящи се шублери - съответно 11 и 5,5 см;
- радиално биене на шпиндела 0,001 cm.



Proma SKF-800 също може да се счита за прилично решение за организиране на работилница у дома. Моделът е предназначен за работа с много големи части. Двойка трифазни двигатели осигуряват мощен въртящ момент. Основни параметри:
- дължина на струговане 75 см;
- диаметър на детайла над леглото - 42 см;
- общо тегло 230 кг;
- шпиндел с проходен отвор 2,8 см;
- инчова резба от 4 до 120 нишки;
- получаване на метрична резба от 0,02 до 0,6 cm;
- ход на перото - 7 см;
- консумация на ток - 0,55 kW;
- работно напрежение - 400 V.



MetalMaster X32100 също си заслужава да се разгледа по-отблизо. Това е универсален винторезен струг с цифров дисплей. Осигурен е и индикатор за конец. Устройството работи добре с черни и цветни сплави. Обхват на перото - 10 см, осигурени са 18 работни скорости.
Други параметри:
- напречната пързалка е 13 см;
- помпата за охлаждаща течност консумира 0,04 kW и работи от битова мрежа;
- самата машина работи при напрежение 380 V и консумира 1,5 kW ток;
- нетно тегло е 620 кг;
- Осигурено е автоматично подаване в надлъжна и напречна равнина.



В промишленото производство заслужава внимание Stalex GH-1430B... Тази машина има разстояние от центъра до центъра 75 см. Тежи 510 кг и е способна на скорости от 70 до 2000 оборота. Основната доставка включва чифт стабилни опори и чифт невъртящи се центрове.
Зъбните колела са изработени от превъзходна закалена стомана.


Завършването на прегледа е подходящо за модела Jet GH-2040 ZH DRO RFS. Тази машина е оборудвана с двигател 12 kW. Проходният отвор в шпиндела е 8 см. Торсионът се поддържа при много различни скорости (24 позиции от 9 до 1600 об/мин). Самият производител подчертава спазването на специалните изисквания за точността и скоростта на обработка на материала.


Какво да вземете предвид при избора?
В по-голямата част от случаите изборът за домашна работилница се прави в полза на универсални модели. Те не се различават по високи технически характеристики, но са прости по дизайн и могат да обработват 1 - 2 части на несерийна основа. Всички манипулации се извършват ръчно. Качеството на обработката и нейната точност няма да са много високи.
Трябва да се има предвид, че все по-често под името "универсална машина" продават проста CNC технология и директно изпълнение на леглото. Те ви позволяват да прилагате програми за управление. CNC системите активно заменят старите универсални модели. Но дори и сред остарелите проби има разделение. По този начин копирните машини и полуавтоматичните машини могат да се справят с детайли със сложна форма; съвременните примери от този вид имат система за управление.


Колкото повече резци, толкова по-продуктивен е апаратът. Технологията за струговане с много фрези с CNC е подходяща за специфични операции. Използва се главно за производствени линии с различни размери. Във всеки случай трябва да обърнете внимание на:
- размери на обработените части;
- ниво на точност;
- допуски на обработка;
- видове обработени метали;
- височина на работните центрове
- диаметър на патронника;
- вид легло (право или наклонено);
- вид патрон;
- пълен комплект;
- отзиви за модела.


При използване на редица съвременни смазочни и охлаждащи течности защитата срещу тях е наложителна. Всеки отговорен производител го предвижда. Винторезните машини се избират, като се вземе предвид броят на работните манипулации и техният вид. Не трябва да забравяме за дължината и диаметъра на детайлите. Колкото по-здраво е леглото на машината, толкова по-надеждно е то; обаче устройство, което е твърде тежко за използване у дома, не си струва. Заваръчната връзка е за предпочитане пред болтовата.
Освен това те обръщат внимание на:
- методи на свързване;
- параметри на захранването;
- нивото на обратна реакция (или липсата на такава);
прегледи на специалисти.


Как да работи
Често за обработка на външните цилиндрични повърхности се използва струг за нарязване на винтове. Подобна работа се извършва с преминаващи фрези. Заготовката е фиксирана с очакване на достатъчно голям надвес. Смята се, че надвесът от 7 - 12 мм над дължината на детайла е достатъчен за обработка на краищата и отрязване на детайла. Колко бързо трябва да се върти шпинделът, колко дълбоко ще трябва да се реже детайлът, е предписано в блок-схемата.
Дълбочината на рязане се регулира с помощта на диска за кръстосано подаване. След завъртане, в много случаи краят на детайла се подрязва с различни фрези. Необходимо е да водите резачката за преминаване или точки, докато докосне края. След това се отвежда и каретата се премества с няколко милиметра наляво. Премествайки инструмента напречно, слой метал се отстранява от края.

На малки первази можете да шлифовате и режете метал с един упорит нож. Външните канали са направени с помощта на шлицови фрези. Работата в този момент трябва да бъде 4 - 5 пъти по-бавна, отколкото при подрязване на краищата. Резецът се води спретнато, без много усилия, винаги в напречната равнина. Страничният циферблат помага да настроите дълбочината на жлеба.
Заготовките се изрязват по същия метод, както при нарязването на канали. Работата приключва веднага след намаляване на дебелината на преграда до 2 - 3 мм. Освен това, изключвайки машината, отчупете частта, освободена от ножа.


Функции за настройка
Правилното въвеждане в експлоатация и настройка се извършва, като се вземат предвид нюансите на технологичния процес. Когато машината е настроена, се обработват 2 или 3 части. Според тях те проверяват как се спазват параметрите, посочени в чертежа. Ако има несъответствие, се извършва повторно регулиране. Важна част от процеса на настройка е да се определят характеристиките на монтажа и закрепването на детайлите в металорежещи машини.
Ако върховете на центровете не са подравнени, подравняването се осигурява чрез преместване на задната баба. След това се поставя касета на водача. След това се избира фрезата и се настройва точно по височината на оста. Подложките трябва да имат успоредни повърхности с прилична изработка.
Не можете да използвате повече от две подложки.


Поставянето на върха на ножа по централната височина се проверява специално. За проверка резачката се довежда до центъра, предварително проверен за височина. Самият център трябва да бъде монтиран в перото на задната баба. Изпъкналият участък трябва да е по-къс - максимум 1,5 пъти височината на пръта. Твърде значителният надвес на фрезата предизвиква вибрации и не позволява ефективна работа; инструментът трябва да бъде здраво фиксиран в държача на инструмента с поне няколко добре затегнати болта.
Кръглите детайли трябва да бъдат захванати в самоцентриращ се патронник с три челюсти. Но ако дължината на детайла е повече от 4 пъти диаметъра, трябва да вземете патронник със затягащ център или да използвате машини за обработка със задвижващ патронник. Късите некръгли заготовки се монтират с помощта на лицева плоча или четиричелюстен патронник. Пръти и други дълги части с малък диаметър се прокарват през проходи в шпиндела. При регулиране на режима на рязане основното внимание се обръща на скоростта на основното движение и дълбочината на рязане; ще трябва също да коригирате подаването.


Безопасност при работа
Когато свързвате дори най-простата машина, ще трябва да използвате устройства за защита на електрическото оборудване. Схемата е избрана, като се вземат предвид основните инженерни точки. Самостоятелната работа на винторезния струг е разрешена само на възраст от 17 години. Преди постъпване ще трябва да бъдете инструктирани по охрана на труда. Освен това трябва да се изследвате за противопоказания; по време на самата работа трябва стриктно да се спазва режимът на работа и почивка, графикът на почивките.
Трябва да работите на струг за нарязване на винтове в памучен костюм или полугащеризони. Освен това ще ви трябват кожени ботуши и специални очила. Дори и най-внимателните и подредени работници трябва да държат комплект за първа помощ, готов за справяне с последствията от нараняване. Първичните средства за гасене трябва да се съхраняват в работилници.
Ако възникне инцидент, ръководството и службите за спешна помощ незабавно се уведомяват за това.


Работното място трябва да се поддържа чисто. Строго забранено:
- включете машината в случай на счупване на земята, в случай на неизправност на бариери и блокировки;
- въведете границите, очертани от оградата;
- премахнете тази ограда (с изключение на ремонт от компетентни служби);
- започнете работа, без да проверявате изправността на машината;
- използвайте нерегулирано осветление на работната зона;
- стартирайте машината без смазване;
- работа без шапка;
- докосвайте движещи се части по време на работа;
- разчитайте на машината (това се отнася не само за работниците);
- продължете да работите, ако възникне вибрация;
- позволяват навиване на стружки върху детайли или фрези.
Всички получени стърготини трябва да бъдат насочени стриктно далеч от вас. Дори при най-кратко прекъсване на работата, машината трябва да бъде спряна и изключена от захранване. Изключване от електрическата мрежа също ще е необходимо в случай на прекъсване на захранването. В изключено състояние машината се отстранява, почиства и смазва. По същия начин се прави разединяване преди затягане на крепежни елементи.

Не е позволено да се работи върху винторезно оборудване в ръкавици или ръкавици. Ако пръстите ви са превързани, ще трябва да използвате гумени върхове на пръстите. Обработените детайли не трябва да се продухват със сгъстен въздух. Не се допуска ръчно спиране на части от оборудването. Освен това не можете да измервате нищо по пътя на машината, да проверявате чистотата, да смилате части.
След приключване на работата машините и електродвигателите се изключват, работните места се привеждат в ред. Всички използвани детайли и инструменти се поставят на определени места. Триещите се части се смазват с честотата, посочена в инструкциите. Всички проблеми се съобщават на ръководството незабавно, в краен случай - след края на смяната. В противен случай е достатъчно да следвате инструкциите в техническия лист и препоръките на производителя.














Коментарът беше изпратен успешно.