Всичко за свредла за заточване
Специалистите в строителството постоянно се занимават с различни видове бормашини, които с времето стават тъпи. Режещите елементи с лошо качество стават неизползваеми след няколко месеца. Скъпите маркови мостри служат на собствениците си повече от дузина години. И техните строители не искат да губят, а ги пращат да се точат. По принцип това е правилното решение, но трябва да платите много пари, за да възстановите състоянието на тъпо свредло. И за да не изпразните портфейла си, можете да използвате препоръките за заточване.


Основни правила
Тези, които използват свредлото веднъж годишно, не забелязват, че губи остротата си. Но с този подход в един момент просто няма да направи дупка. И тогава ще трябва да вземете самостоятелно решение - или да закупите нова бормашина, или да възстановите тъпа.


Самият процес на заточване на професионално оборудване не изисква човешки усилия, което не може да се каже за възстановяване на остротата със собствените си ръце. Въпреки това, преди да продължите с подробно запознаване с правилата за заточване и тънкостите на процеса, е необходимо да разберете признаците, че свредлото скоро ще стане неизползваемо:
- режещият елемент е много горещ;
- малки метални стърготини излитат изпод ръба;
- шумът от работещата бормашина става многократно по-силен.

Особено внимание трябва да се обърне на последната характеристика. Триенето между тъпия ръб на спиралните свредла и повърхността, която ще се пробива, се увеличава, което води до необичайно силен шум. В такава ситуация е необходимо незабавно да спрете да работите, в противен случай режещият елемент ще се нагрее, структурата му ще се промени, така че просто няма да е възможно да се възстанови свредлото.

Освен това се предлага да се запознаете с някои от правилата и инструкциите на опитни майстори, които се занимават с редовно заточване на тъпи центриращи накрайници.
И което е забележително, от предложената информация става ясно, че можете да възстановите свредлото със собствените си ръце.

Процесът на заточване на бормашина изисква специално оборудване. В случая говорим за шлифовъчни машини и приставки за бормашини и ударни бормашини. Машината за заточване е устройство, оборудвано с камък за заточване. Бормашини и ударни бормашини имат необичайни форми на върха. Често в частните къщи има миниатюрна машина за заточване, тъй като това устройство може да се използва за заточване на повече от просто свредла.

Технологията на заточване зависи от вида на свредлото. Днес в продажба има конични, винтови, цилиндрични, едноплоскостни и двуплоскостни режещи елементи. Всеки от представените видове режещи елементи изисква специален подход към заточването, но общото между тях е, че се заточват само задните ръбове.

Много е трудно да се направи ръчно, но е възможно. Особено когато става въпрос за малки екземпляри. Малките и тънки свредла винаги се заточват на ръка, благодарение на което човек запълва ръката си в умението за заточване и след известно време може да постави в ред режещите елементи с големи размери.

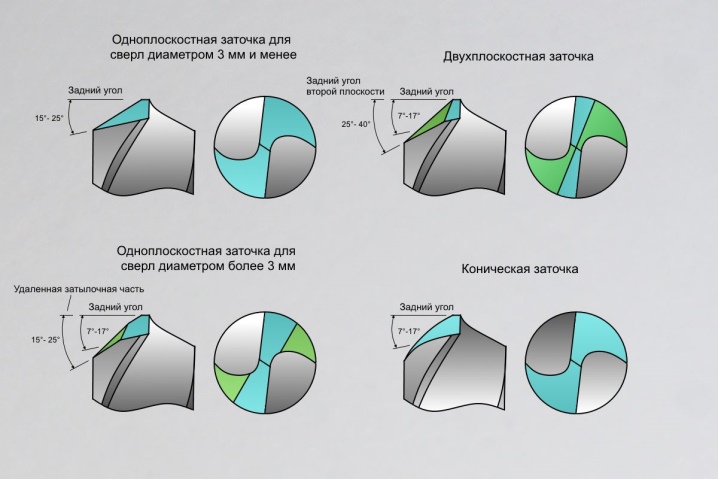
Едноплоскостните бормашини се различават от своите колеги по наличието само на една равнина. Ъгълът на наклон на остротата според стандарта варира от 28-30 градуса. Именно тази част подлежи на реставрация. Тази скосена равнина се издига до неактивен шлифовъчен камък.Ако камъкът се върти, има голяма вероятност свредлото да получи грешен ъгъл. Двуплоскостните бормашини се заточват по подобен начин. Единствената разлика в процеса на заточване е необходимостта от обработка на две равнини.

Важно е да бъдете много внимателни, когато възстановявате заострени свредла. Заострената форма на ръба не трябва да се нарушава. Ето защо свредлото трябва да се доведе до въртящ се шлифовъчен камък, да се натисне режещия елемент и да се използват осцилаторни движения за заточване на конуса. Основното нещо е да не изваждате свредлото от камъка и да извършвате цялата процедура с едно докосване.
Важно правило при заточване на бормашини е поддържането на формата на ръба. Не е тайна, че това не е възможно във всеки случай. Особено когато става въпрос за заточване на бормашини с диаметър 10 mm или по-малко. Въпреки това, за този тип режещи елементи е за предпочитане да се поддържа само ъгълът на просвет.

Що се отнася до свредла с диаметър повече от 10 мм, професионалистите по шлайфане съветват да се заточват не само ръбовете на равнините, като се вземе предвид ъгълът на задържане, но и предните равнини, което значително подобрява техническите характеристики на конструкцията. Това заточване ще бъде по-ефективно при пробиване.

Поради правилното заточване на равнината на греблото, ъгълът на режещата част на свредлото става по-голям, което значително увеличава издръжливостта на металния елемент. Освен това, напречната дължина на ръба става по-малка, поради което продуктът не изрязва дупката, а изстъргва.

След процедурата за заточване е необходимо да го прецизирате. Казано по-просто, премахнете неравностите, причинени от механичното действие на точилния камък. За фабричното заточване тази процедура е изключително важна. По този начин е възможно да се повиши нивото на устойчивост на износване на режещия елемент. У дома фината настройка не винаги е възможна, но ако има необходимите устройства, не можете да пропуснете тази процедура.

За довършителни работи на дома е необходимо да използвате силициев карбид или камък от елбор. Те могат да бъдат закупени на всеки строителен пазар. Камъкът от силициев карбид е зелен на цвят. В идеалния случай трябва да използвате копие от клас 63C с индекс на песъчинка 6 и твърдост M3-CM1. Ако изборът падна върху камък от Елбор, е необходимо да се вземе екземпляр с индекс на зърно в диапазона 6-8. Важно е да се обърне внимание, че представените камъни за довършителни работи трябва да бъдат направени върху бакелитна връзка.

Специално внимание трябва да се обърне на стъпаловидни тренировки. Те могат да бъдат закупени на пазара като единични артикули или като комплект. Диаметърът на произвежданите стъпкови свредла варира от 4 до 21 мм. Стъпковите бормашини са с високо качество и устойчивост на износване, но дори тези модели на режещите елементи стават тъпи. И, за съжаление, възстановяването на върха на свредлото е възможно само при някои модели.

Ако говорим за победна бормашина, за заточване трябва да се използва диамантено колело.

Сортове
На съвременния пазар можете да намерите спирални бормашини, плоски и централни модели:
- спиралните елементи, според името си, се различават по спиралната форма на ръбовете;
- плоските продукти са предназначени за правене на дълбоки дупки с големи диаметри;
- централните свредла се използват за центриране на елементи.



Всички представени видове тренировки стават скучни с течение на времето. Намаляването на остротата на режещия елемент пречи на строителните работи. Това означава, че продуктът трябва да бъде възстановен.

Към днешна дата са разработени 5 вида заточване на свредла. Всеки отделен метод съответства на вида на материала на режещия елемент и спецификата на неговата работа.
- "H" - този тип заточване е универсален. Използва се обаче за възстановяване на бормашини с максимален диаметър 12 мм.
- "NP" - в този случай се извършва заточване на къси напречни греди.
- "NPL" - вид заточване включва удължаване на напречния ръб и ширината на лентата.
- "DP" - в професионалната сфера този вид заточване се нарича "двойно". В допълнение към напречния ръб се оформят още 4 ръба под формата на прекъснати линии.
- "DPL" - описанието е подобно на 4-ти метод на заточване, като се добавя само заточването на лентата.
Ъгъл на заточване
Както бе споменато по-рано, преди да започнете да заточвате свредлото, трябва да изчислите правилния ъгъл за възстановяване на режещия елемент. За удобство при намиране на правилния индикатор е разработена специална таблица, където в 1-ва колона е посочена степента на наклон с цифрова стойност, а във 2-ра - материалът, предназначен за пробиване.

|
Обработен материал |
Ъгъл на заточване |
|
Стомана, чугун, бронз |
115-120 |
|
месинг |
120-130 |
|
медни |
120 |
|
алуминий |
130 |
|
Керамика, гранит |
130 |
|
дърво |
130 |
|
Магия |
80 |
|
Силумин |
90-100 |
|
Пластмаса |
90-100 |
Неправилен ъгъл на завъртане ще доведе до нагряване на свредлото и електрическия инструмент по време на работа. И качеството на дупката, която трябва да се пробива, намалява значително.

Изисквания към инструмента
В промишлени условия заточването се извършва на специализирано оборудване при спазване на правилата за безопасност. Въпреки това, за домашни цели са изобретени и разработени няколко други устройства:
- механизъм, оборудван с камък за заточване;
- машина, свързана към електрическата мрежа;
- мелница и бормашина (но се използват само при липса на строги изисквания за ъгъла на заточване);
- накрайници за заточване на бормашини.




Всяко отделно устройство предлага високо ниво на производителност, точност на ъгъла и лекота на използване. Имат много удобна система за управление, с която може да се справи дори любител. Друго допълнително предимство на представените опции за домашни устройства е тяхната ниска цена и миниатюрен размер.

В идеалния случай трябва да заточите свредлата с мелница. Въпреки това, при липса на това оборудване, можете да използвате само диска от него. Основното е, че размерът на зърното на шмиргела отговаря на изискванията. Кръглият шмиргел трябва да бъде фиксиран към бормашина или шлифовъчна машина. Препоръчително е да използвате мелница само в краен случай.
Важно е да се отбележи, че има множество рискове за здравето, свързани с заточването на режещи елементи. Ето защо, преди да започнете работа, трябва да предпазите очите си, като носите специални очила. До заточваното свредло трябва да се постави купа с хладна вода, в която ще се охлажда режещият елемент.

Как да наточите различни свредла?
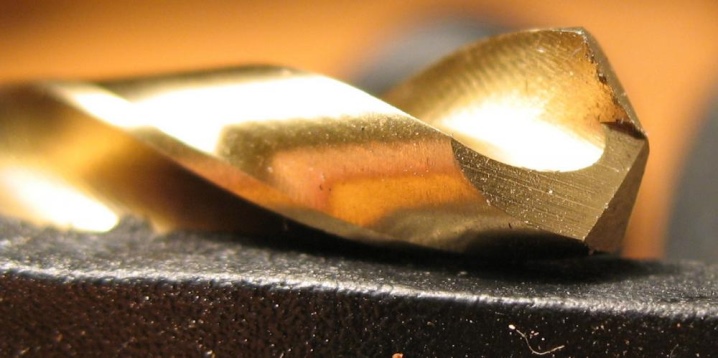
Според експерти трябва да се започне независима практика на заточване на свредла с режещи продукти с диаметър над 10 мм. Ъгълът на заточване за такива елементи е 120 градуса. След процедурата предната част на свредлото трябва да е симетрична. Ако възникне грешка по време на заточването, тя може да бъде коригирана незабавно.
На известно разстояние от режещия ръб има така наречената флангова повърхност. Тя трябва да бъде в рамките на 1-1,5 mm от режещия ръб надолу.

Освен това се предлага да се запознаете по-подробно с теоретичната страна на процеса на заточване "направи си сам". На първо място, трябва да направите известна подготовка. На повърхността на шлифовъчния камък начертайте линия, успоредна на въртенето на оста, с черен флумастер.
След това трябва да поставите свредлото правилно. Трябва да се държи ясно хоризонтално. В този случай маркировките, направени с флумастер, ще бъдат разположени малко над оста на въртене. По този начин надлъжната част на инструмента, разположена хоризонтално, ще бъде обърната на лявата страна с приблизително 30 градуса, което ще гарантира получаването на необходимия ъгъл на заточване.

Сега можете да преминете от теория към практика. Взима се бормашина с тъп връх. След това трябва да намерите правилната позиция на инструмента. Първоначално едната страна се заточва, а след това и другата. В никакъв случай не трябва да бързате. Работата трябва да продължи с най-голямо внимание.Ако изведнъж заточеният ръб се нагрее и стане червен, трябва да потопите свредлото в съд с вода. След охлаждане на режещия елемент можете да продължите да работите.
След като приключите с заточването на съборената бормашина, трябва да проверите резултата. За това се взема бормашина, в патронника се вкарва заточен инструмент. След това можете да опитате да пробиете стоманена повърхност с дебелина 8 мм. Ако дупките могат да се пробият без затруднения, значи процесът на заточване е бил правилен.



Всъщност има много начини за заточване на режещите елементи. И всеки отделен метод предполага обработката на бормашини за различни материали. За алуминий, мед и дори неръждаема стомана се използват спирални бормашини, които се заточват по универсален и двоен „метод“. Заточването на бормашина за точково заваряване се извършва с мелница. Малките свредла с диаметър по-малък от 4 мм се заточват изключително ръчно. Между другото, ако е необходимо, можете сами да заточите старата бормашина за фреза.
За жалост, не всеки успява да заточи тъпа бормашина за първи път със собствените си ръце... Но с малко търпение ще можете да постигнете положителен резултат.


На бетон
При свредла за бетон се заточва само задната повърхност. За възстановяване трябва да се използва методът с две равнини или конус.
Първо трябва да се запознаете с метода на конично заточване. Режещият елемент трябва да се вкара в призмата на мелницата, която се движи около оста си. След това конфигурирайте параметрите. Оста на конуса трябва да има ъгъл от 45 градуса спрямо оста на свредлото. Остава само да активирате устройството и да изчакате до края на работата. Конусният метод се използва за създаване на рязко увеличаване на ъгъла на просвет на режещия елемент.

За автоматизиране на процеса се препоръчва използването на винтовия метод. Характеризира се с движения напред, съобразени с въртенето на шлифовъчния диск. Забележително е, че този метод ви позволява едновременно да заточвате предните и задните ъгли на режещия елемент.

Чрез дърво
На първо място, трябва да запомните, че този работен процес е много сложен. Първият път никой не може да наточи правилно бормашина за дърво. За да започнете самостоятелно възстановяване на такъв режещ елемент, трябва да практикувате върху износен инструмент.
Основната трудност на работата е, че дори едно грешно движение може да доведе до повреда на свредлото. Ето защо е необходимо ясно да следвате предписаните инструкции:
- до работното място трябва да се постави контейнер с вода;
- важно е да получите ъгъл от 45 градуса;
- бормашините трябва да се държат на ръба на диска;
- за да протече гладко процеса на заточване, трябва да поставите режещия елемент в шайбата;
- ръбовете трябва да бъдат леко прибрани на няколко милиметра и да се следи тяхната равномерност;
- когато процесът на заточване се приближи до логичното си заключение, е необходимо да се забави скоростта на машината;
- в края на работата е необходимо да се охлади режещият елемент и да се провери неговата функционалност.

За метал
Принципът на заточване на бормашина за метал не е особено труден, но все пак изисква търпение. С лявата си ръка трябва да вземете инструмента и да го държите до работната основа. С дясната си ръка трябва да хванете опашката на свредлото и да започнете въртенето на диска. Задната част на ръба се издига до въртящата се част. С лек натиск трябва да завъртите свредлото. В същото време поддържайте подходящия наклон през цялото време. Много е важно режещите ръбове да имат еднаква дължина и еднакви ъгли.
Остава само да проверите заточената бормашина.

Лесен начин за заточване на бормашина е във видеото по-долу.













Коментарът беше изпратен успешно.